Flexo Printing Machine Manufacturer
- Ceramic Anilox cylinder, long life, wear resistance, corrosion resistance
- 360-degree registration adjustment
- Automatic web guiding system
- Optional video inspection system



Flexo Printing Machine
Jota flexo printing machine was initially designed for printing graphics, logo.
Many kinds of substrates could be supported, such as paper, film, label.
Please contact us to design and customize your own flexographic printing machine.

Mexico Client Purchased Flexo Printing Machine from Jota



Jota Machinery: Professional Flexo Printing Machine Supplier in China
Jota is original flexo printing machine manufacturer, you could directly video call with us via WhatsApp.
We could lively show you Jota real-time factory and Jota flexo press demo.
Please speed up your hands to send us an inquiry, enjoy a real-time demo with us.

Jota CNC Center
Machine Mouthpiece



Machining Material
- Visible high-quality components.
- Famous brands such as Siemens, Yaskawa, Delta, Schneider, Mitsubishi.
- Self-supporting CNC processed sheet metal, precision parts.
- Assembly raw materials provided by long-term cooperation suppliers.


Installation and operation user manual, wire connection diagram, tension controller guide.
Installation and operation video tutorial.
One-on-one remote video call assistance.
On-site installation and operation guidance.
- Focus Factory
- Dear Customer
- Professional Team











Around 30-45 days, mainly depends on machine type.
Sure, it is our honor to work for you.
We will offer you some parts as backup, in case any part is broken within one year, we will sent you for free.
Sure, if we have client in your country, we will offer.
Why Jota Flexo Printing Machine
Last update time:18/08/2022
Flexo printing machine is always a great choice for label, paper, film printing, due to its high-quality printing effect together with fast speed productivity.
Besides, the flexo printing machine also has many other pros, these pros attract many clients’ interest.
Compared with gravure, offset and letterpress printing, flexographic printing has its own distinctive characteristics:

Jota Flexo Printing Machine
- Low cost
Compared with gravure printing presses, and corresponding offset printing presses, the price of flexographic printing presses is much lower.
- High integration
The flexographic printing press integrates multiple processes such as printing, die-cutting, and polishing.
Multiple processes could be completed at one time, no need to separately purchase corresponding post-press equipment, a high return on investment could be realized.
- Simple equipment
The equipment structure is relatively simple, and the operation is relatively simple and convenient.

Side View of Jota Flexo Printing Machine
- High efficiency
Flexographic printing uses roll materials, it could not only realize double-sided printing, but also complete in-line polishing (or laminating), hot stamping, die-cutting, waste discharging, and rewinding.
It greatly shortens the production cycle, saves manpower, material, and financial resources, reduces production costs, and improves economic efficiency.
- Wide application range
A wide range of materials is supported, such as paper, plastic film, aluminum foil, adhesive paper, and so on.
- Good quality
Printing quality is good, accuracy could reach 150 lines per inch, and the printed substrate is rich in layers, bright in color, and good in visual effects.
It is especially suitable for packaging material printing.
- Environmental protection
New water-based inks and solvent-based inks are used, they are non-toxic and pollution-free, fully comply with the environmental protection requirements, and could also meet the food packaging requirements.

The flexographic printing machine’s cost is only 10% -20% of gravure, the ink consumption is 1/3 less than gravure, the power saving is 40%, and the reject rate is only 1%-2%, which is lower than gravure and offset printing, thereby reduces production costs.
After learning the flexo printing machine’s pros, you could check the following photo to understand the working basis, understanding this will be much helpful for you during your procurement process.
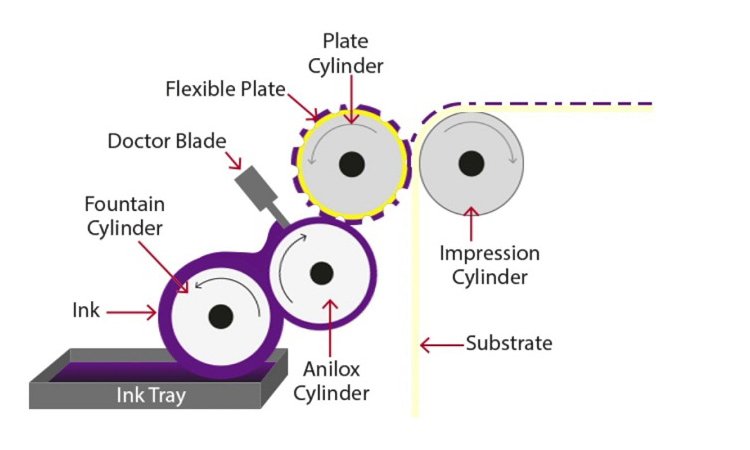
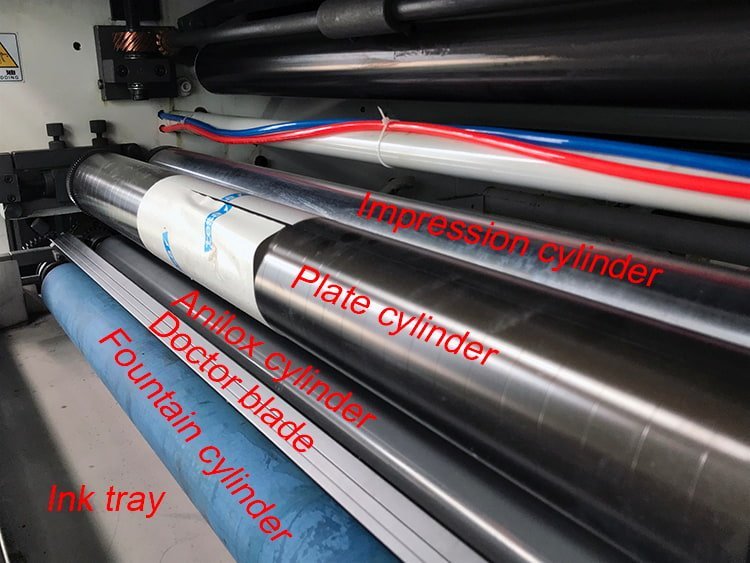
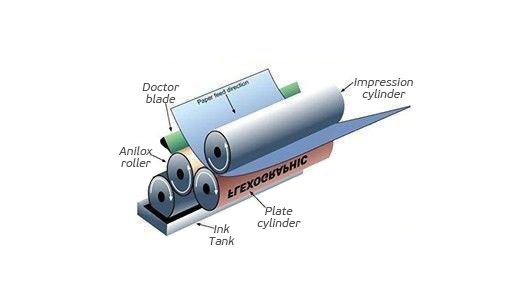
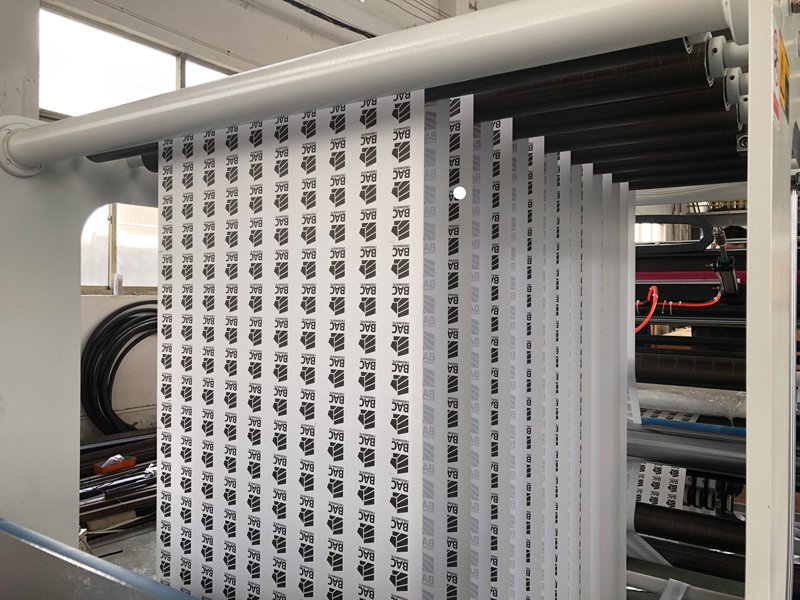
Flexo Printing Machine Working Basis
Water-based ink is initially poured into the ink tray when the flexo printing machine is in working status.
Ink is transformed from a fountain cylinder to an anilox cylinder, then to a plate cylinder, and finally printed on the substrate between the plate cylinder and impression cylinder.
Anilox cylinder is the flexo printing machine’s core component, it is similar to a human being’s heart.
A human being’s heart is responsible for transporting blood to the human body’s every corner, an anilox cylinder is in charge of transporting water-based ink to the printing plate.
Anilox quality defines the ink transporting quality, further influences the final printing quality.
With flexo printing technology’s development, the current anilox cylinder is mainly ceramic type, long life, wear resistance, corrosion resistance, reduces the replacement times, highly improve the printing efficiency.
The other factor that needs to consider when purchasing a flexo printing machine is the ink drying unit.
There are mainly 2 kinds of drying way, one is infrared drying, the other is UV drying.
Relatively speaking, infrared drying is more widely used, but if you need to print on plastic film material, it is better to use oil-based ink plus a UV drying unit.

Of course, there are many other important components in flexo printing machine.
In order to fully understand the flexo printing machine or flexo printing process, it is better for you to build a connection with a reliable flexo printing machine manufacturer.
Please speed up your feet to send us an inquiry, we are worthy of your trust.



Flexo Printing Machine Ultimate FAQ Guide
Flexography
Flexography history
Flexography has a history of 100 years, and flexography’s exact release date is unclear.
Some sources say that flexography originated in Germany, and some sources say that it originated in England in 1890.
But in fact, the first recognized flexography printing press was developed by the British man Howey in 1905, and his invention was granted No. 16519 British Patent in December 1908.
Based on this, flexography has 100 years of history.
Flexography was first called aniline printing.
The dye used was an aniline dye extracted from coal tar.
The aniline dye was dissolved in alcohol, so it was called aniline printing.
On October 22, 1952, at the 14th Academic Symposium of the American Packaging Industry, aniline printing was renamed flexographic printing;
And in 1958, the Flexographic Printing Technology Association, or FTA for short, was founded;
In 1973, Europe also established the Flexographic Printing Technology Association, which was later recognized by the world’s printing industry.
The Flexographic Printing Technology Professional Committee of the China Printing Technology Association was established in June 1992.
The committee is affiliated with the Shanghai Institute of Printing Technology.

In 1973, the China Flexographic Printing Technology Professional Committee joined the American FTA organization.
And in March 1997, it joined the World Flexographic Printing Technology Association.
Flexography advantages and disadvantages/pros and cons
There are many reasons why companies and businesses choose flexography printing machines.
Flexography printing machines include a broad range of benefits.
- Flexography printing machines allow you to print a large number of products at a fast rate.
Even though the press setting up time may be a little long, the faster production benefit makes up this small drawback.
- Flexo printing machines are also eco-friendly.
As businesses, we have to make sure we play our part in protecting the environment.

- Flexographic printing machines allow you to control the energy consumption during the drying process.
It will then help you to prevent energy waste and high energy bills.
- Flexographic printing machines are the most cost-effective option.
Since flexographic printing machines are long-lasting, you will benefit from lower maintenance costs.
- Flexo printing machines are fully automated.
This even includes its post-printing processes, such as laminating, die-cutting, and varnishing.
This benefit guarantees the entire printing process to be smooth and continuous.
And it gives you more time to take care of other crucial tasks.
So, what is the flexography printing machine’s disadvantage?
A flexo press is complex equipment that requires a regular maintenance schedule.
If not, you run the risk of losing earnings during its downtime.
Flexography examples
Please check the following photo to better understand flexography printing examples.

Flexography uses/applications
According to the application field, flexography printing machines are divided into five categories:
- Labels
- Flexible packaging
- Hard packagings such as cartons and cups
- Carton pre-printing
- Book printing
1. Label
Mainly used in self-adhesive label printing.

This type of flexo printing machine has complete functions, including almost all optional functions, such as:
- Peeling and laminating
- Flipping
- Hot stamping
- Laminating
- Varnishing
- Die-cutting
- Waste Discharging
- Embossing
- Sheeting
- Slitting
- Online Tagging
2. Flexible packaging
Such flexo printing machines are mainly used for printing paper packaging materials, such as:
- Disposable medicalg bags
- Tea packaging paper
- Food packaging paper
- Non-woven fabrics
If equipped with a corona treatment device, BOPP, PET, and other plastic films can also be printed.
3. Paper boxes, paper cups
Mainly used in the single and double-sided PE paper, cardboard printing, such as:
- Paper cups
- Paper bags
- Food packaging boxes
- Medicine packaging boxes
4. Carton pre-printing
Mainly used in the large-volume packaging cartons’ pre-printing, such as Tsingtao Brewery.

5. Book printing
Front and back 2 sides printing plus folding, one-time completion.
Flexography Printing
- What does flexographic printing mean?
- How does flexography printing work?
- What is flexography printing used for?
- What substrates could be used for flexo printing?
- Flexo printing technology
- Flexo label printing
- Flexo film
- Flexo textile printing
- UV flexo printing
- Plate mounting flexo printing
- Digital flexo printing
- Flexo printing VS gravure printing
- Flexo printing VS digital printing
- Flexo printing vs letterpress
- What is the difference between litho and flexo printing?
- What is the difference between offset and flexo printing?
What does flexographic printing mean?
Flexographic printing, or flexo printing for short, is one of the most popular forms of industrial printing.
It helps you to print a large volume of high-quality packaging materials and labels.

You could print logos, images, and graphics on a wide range of substrates, such as paper, corrugated board, films, and other more.
How does flexography printing work?
Flexo printing includes the use of a photopolymer material plate.

This flexible plate is wrapped around a central cylinder for each color, and on its surface are raised graphics.
Our Jota flexo printing machines are equipped with 4 different rollers, each plays a critical role:
- Impression cylinder
- Plate cylinder
- Fountain roller
- Anilox roller
The fountain roller sends the ink to the anilox roller.
Anilox roller transfers the ink to the plate cylinder’s raised sections.

Afterwhich, the ink is applied to the substrate when substrates pass between the plate cylinder and the impression cylinder.
The impression cylinder “impresses” or applies pressure to the plate cylinder on to the substrate.
It is on this substrate, that your creative designs are printed.
What is flexography printing used for?
As the name suggests, flexography printing is considered the most flexible printing.
To meet various customers’ different printing needs, unique combinations of sleeves, printing plates, ITR engraving, and printing machine types can play an important role.

With the right ink, flexographic printing can print clearly on almost all substrates.
The flexo printing equipment has comprehensive processing capabilities, it can be combined with offset printing, gravure printing, screen printing, etc.
And many post-printing processes can be integrated into 1 flexo printing machine, such as:
- Varnishing
- Hot stamping
- Online coding
- Embossing
- Die-cutting
We outline some of the most common market applications below for flexographic printing.
- Flexible packaging
- Trademark label
- Folding cartons and paper cups
- Corrugated paper
- Consumer goods industry
- Medical and pharmaceutical industries
- School, home, and office supplies
What substrates could be used for flexo printing?
You could use plenty of substrates for flexo printing.

This means that the flexo printing machines could easily meet your specific printing needs.
These substrates include:
- Papers (uncoated and coated)
- Liner board
- Carbon board
- Aluminum foil
- Bio-oriented polypropylene (BOPP)
- Low-density polypropylene (LDPE)
- Fabrics
- Laminates composed of different types of substrates
Flexo printing technology
Flexo printing is in fact evolved from letterpress printing, but it has now become an independent type.
It has the advantages of letterpress printing, lithography printing, and gravure printing.
The printing effect is clear, soft, with high gloss, and has its own distinctive characteristics.
The flexo printing’s most distinctive feature is its excellent environmental protection performance.
This is beyond other printing’s reach.
Flexo printing is called “green printing”, which is especially suitable for packaging product printing.

Flexo printing is widely used in food and pharmaceutical packaging.
- (1) Flexo printing widely uses low-toxic alcohol-soluble inks and non-toxic water-based inks, completely discarding toxic aniline inks, and has a good environmental performance.
- (2) Flexo printing can better solve the solvent residues in flexible packaging composite films.
Flexo label printing
Self-adhesive label flexographic printing’s market share in China has been increasing year by year, and the most obvious growth is reflected in the fields of VP printing (variable data printing) and label printing for cosmetics, beer, and beverages.

These fields’ characteristics are long-run, high-volume printing.
Flexographic printing is most ideal for printing self-adhesive labels, which can gradually replace letterpress printing.
Compared with letterpress, flexographic printing quality has two major advantages:
- 1. The ink dots are full and the deformation is small (UV ink).
This is due to the flexo printing’s low pressure and a uniform ink supply;
In letterpress printing, if the pressure is not adjusted well or the printing plate layout is not flat, the dots will appear white centers and white circles, which will cause dot distortion.
- 2. The ink color is stable, and speed changes will not cause color differences in the printing process.
Because the flexo printing machine uses metered ink delivery, it is not affected by speed.
Any rotary letterpress printing machine operator has such experience, as the machine’s speed changes, and the ink amount in the fountain changes.

Even if the pressure is not adjusted, the substrate’s ink color will change, resulting in color difference.
The above 2 points are the biggest advantages of label flexographic printing, operators who have used both rotary letterpress printing machines and flexographic printing machines all have such feeling.
China’s self-adhesive label flexographic printing is mainly affected by the plate making’s high cost, long cycle time, low profit for short runs, and large investment in machine accessories.
Flexo film
The flexographic plate is a soft letterpress plate.
When printing, the printing plate is in direct contact with the plastic film and the printing pressure is light.
Therefore, flexographic printing requires higher flatness of the flexographic plate.
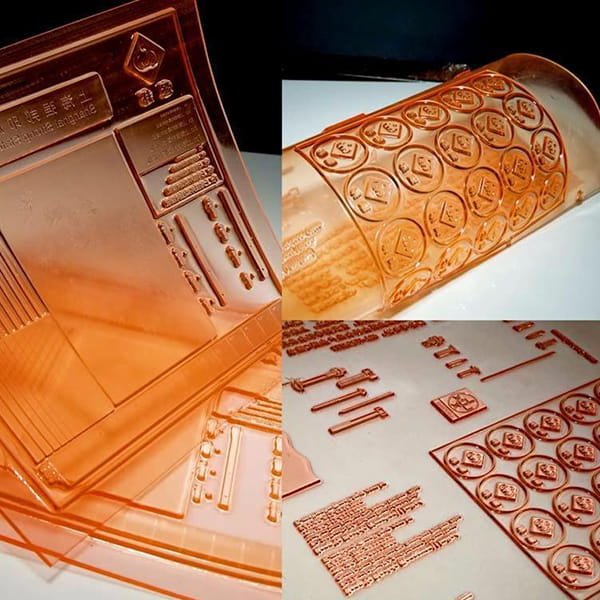
Therefore, when installing the plate, pay special attention to the cleanliness and flatness of the printing plate and the plate cylinder, and use double-sided adhesive tape to stick the flexographic plate.
For plastic film flexographic printing, because the film surface is not absorbent, the anilox roller’s line screen should be lower, generally choose 120-160 lines/cm.
The tension control during flexographic printing has a great influence on the plastic film’s overprinting, graphics, and text transferring.

If the printing tension is too large, although it is beneficial to accurate color registration.
After printing, the film’s shrinkage rate is large, which will cause dot deformation.
On the contrary, if the printing tension is small, it is not helpful to accurate color registration.
Image registration is not easy to control, the dots are also easy to deform, and finally, affect printing quality.
Flexo textile printing
There are generally several printing methods for fabric or textile printing:
- 1. Pigment printing
- 2. Silk printing
- 3. Discharge printing
- 4. Burn out printing
- 5. Flat screen printing machine
- 6. Puff printing
- 7. Flocking printing
- 8. Tropical printing
Flexo textile printing is still rare in the market.
Pannier company has been developing flexo textile printing machines for printing fabrics, and they’ve made great progress in developing such machines.
If you want to learn more about or purchase flexo textile printing machines for printing fabrics, you can contact the Pannier company.
UV flexo printing
In recent years, some major changes have taken place in the packaging and printing industry.
Affected by regional promotional activities, short-run jobs have become many packaging and printing businesses’ main jobs, and its scope involves:
- Food packaging
- Pharmaceutical packaging
- Beauty and health care product packaging
- Folding carton production
The fiercer competition on the merchandise shelf shows that sellers and printers must try to innovate, and they should release extremely eye-catching labels and outer packaging.
The product’s outer packaging is the last mouthpiece of itself.
Suppliers respond to market demand by developing new substrates, UV inks, and coating materials.
Therefore, there are many new methods currently used to produce labels.
It is also common to combine several printing processes so that printing quality equal to lithographic and gravure printing can be obtained.
The printing equipment supplier responded in a timely manner and work hard to innovate, in order to always be at the forefront of a constantly changing industry.
The equipment that has been launched can handle a variety of substrates, and the job conversion speed is fast.
It can be printed with more than one printing process in one circle.
When several printing processes are used for printing, products printed with UV inks and coating materials have greatly improved color stability and physical properties.

At present, flexographic printing presses on the market can integrate a variety of process, including:
- Flexo or UV flexo
- Gravure
- Silkscreen
- Rotary letterpress
- Lithography
- Rotary hot stamping
Recently, new changes have taken place due to the need for market share.
Research shows that narrow web printing presses are getting wider, while wide web printing presses are getting narrower.
This has created interesting new cross-overlapping markets, such as using UV flexo printing technology to produce folding cartons on linked printing presses, which is undoubtedly a challenge for traditional sheetfed offset printing press manufacturers.
- UV curing system
Existing printing materials and future printing materials need to be treated with unique heat treatment methods.
With the increasing use of heat-sensitive film labels in the packaging and printing industry, the demand for efficient and rapid curing of UV inks and coatings (without damaging the substrate and causing alignment errors) has also increased.

Manufacturers launch UV curing equipment that can be used flexibly with existing or new printing presses.
At present, the narrow, medium, and wide web printers can be equipped with UV curing devices alone, or with hot air and UV drying curing devices at the same time.
- Variable factors of the substrate and ink UV curing
Variable factors that affect the substrate and ink UV curing include:
Curing depth, surface temperature, and the substrate’s different physical properties.
The requirements for each curing are also different due to the image accuracy, the detail level, and the substrate type.
The cured ink must provide different ink film weight, color density, adhesion, and bending flexibility for different products.
Printing on the board box with UV ink requires the use of western unique ink.
This type of ink is easy to transfer, and it also takes into account the substrate’s different characteristics and performance.
- The interaction of UV ink and UV lamp
Many interactions occur between UV inks and UV lamps, which not only affect the final product’s characteristics but also determine the UV curing equipment’s operation efficiency.
We know that light is composed of photons, and photons are the basic unit of light energy, usually traveling in a straight line at light speed.
Each photon has a certain wavelength, and its energy is related to the wavelength.
When a photon passes through an object, it is reflected, refracted, or absorbed.
After the photon is absorbed, the photon first transforms into another energy form, usually heat energy, and the chemical change it causes is called photochemical change.
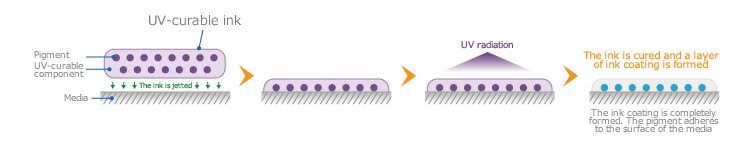
- The chemical properties of UV photoinitiator (active ingredient)
UV ink is a photochemical compound, usually composed of 4 materials:
Monomers, oligomers, pigments (and other additives), and photoinitiators.
The only optically active ingredient is a photoinitiator, which can react with ultraviolet light’s certain wavelength.
When the ultraviolet light’s photons collide with the photoinitiator’s molecules, the curing reaction is initiated.
Photon absorption efficiency
- The chemical properties of UV photoinitiator (active ingredient)
When using UV inks, you should remember the following two important things:
If there is no collision with the photoinitiator, the photons are wasted;
The photoinitiator of certain wavelengths’ photons do not activate, such photons are also ineffective.
All components of UV ink have a light-shielding effect, especially shielding UV light.
When light passes through an absorptive substance, its intensity decreases according to the Beer-Lambert law.
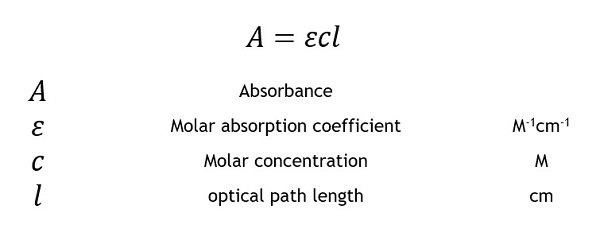
This law describes how light intensity becomes smaller due to the ink film’s thickness and absorption characteristics.
Two other basic conclusions can be drawn from this:
The molecules of the photoinitiator are evenly dispersed in the UV ink;
The photons directed to the UV ink substrate’s surface are unevenly distributed on the ink layer.
- The energy intensity (UV irradiance)
Irradiance is sometimes called the UV lamp’s energy intensity, which refers to the printing surface’s irradiance power per unit area at any time during the curing process.
The irradiance’s unit is watts or milliwatts/cm2.
Its value is the UV lamp’s maximum irradiance value, which can usually be obtained at the UV lamp’s focal point on the substrate surface.

The greater the irradiance, the greater the irradiation power of any layer in the ink film.
- UV radiation dose
The term dose here refers to the amount of exposure time, or refers to the energy released on the surface within a certain period of time, the dose’s unit is Joule or millijoule/cm2.
Is the curing effect produced by a dose of 1W/cm2 in 1s the same?
The answer is no.
Because the dose does not indicate the irradiation depth and does not fully describe the released UV amount.
We used UV ink to print on polycarbonate substrates with 154 lines/cm of screen lines and then cured them under different UV lamp irradiation conditions.

After comparing the curing effect, it is found that the UV irradiance, not the radiation dose, plays a key role in the curing effect.
Keep UV lamp irradiation conditions unchanged, let the printed graphics and text pass once or twice under the UV lamp with different peak irradiance power, and then compare the irradiance and irradiation dose’s impact to the UV ink curing depth.
Letting the printed graphics and text pass twice under a lower power UV lamp did increase the curing depth, but it did not double as expected.
In fact, if the printed graphics and text pass under the UV lamp for the 3rd time, the curing increase will be further reduced.
Increasing the irradiation time cannot compensate for the UV lamp’s insufficient irradiation intensity.
- Choice of spectrum
The wavelength of ultraviolet light is 200-450 nanometers.
The limit of a short wavelength is 200 nanometers because if the wavelength is shorter, it will not be able to spread in the air.
At about 450 nanometers, it is the starting point of the visible light spectrum.
When using silkscreen UV ink, the two bands have an effect at the same time.

Short waves have an effect on the ink surface, while long waves have a deeper effect inside the ink.
Losing the short wave, the ink surface will become sticky.
If the long wave is lost, the ink adhesion will decrease.
- UV curing lamp
The UV curing lamp uses mercury as the main light source.
Some metal halides are often added to the lamp to obtain different ultraviolet spectra UV curing lamps.
Because all UV lamps contain mercury, which produces a variety of wavelengths, including shortwaves, the ink’s surface can be cured to a certain extent through shortwave energy.

The added metal halide can increase the output of specific ultraviolet (longer wavelength), then the UV ink’s drying and curing degree, adhesion can be enhanced.
Some commonly used UV lamps include:
- H-type lamp, for transparent bright ink;
- D-type lamp, for some color screen printing inks;
- V-shaped lamps, for ink which is difficult to penetrate/white ink.
- Past defects
In the past, when metal halide-added UV lamps were used, the disadvantage was that the power regulator needed to be adjusted frequently.

Now with stepless variable transformers power supply, UV lamps can be started without adjustment.
- Reduce heat and surface temperature, control IR
When the substrate cannot withstand too much heat or the UV coating may be damaged by overheating, temperature becomes a problem.
For example, in color screen printing, in order to minimize the point increase when using UV ink, the temperature must be controlled lower.
During the use of infrared UV lamps, due to the temperature increase, infrared (IR) energy (not produced by mercury or metal halides) will be generated and emitted by the quartz tube.
The air-cooled device in the drying and curing system can be used to reduce the surface temperature, and the substrate can pass through the curing chamber at a faster speed to reduce the surface temperature.
- Customer and market demand
Consumer goods distributors will continue to demand greater options for printing images in order to maintain their current market share.
A variety of printers, an increasing variety of printing consumables, and the continuous advancement of UV curing technology can meet the above-mentioned needs of distributors.
Plate mounting flexo printing
Printing plate installation is a very important step in the flexographic printing process.
If the printing plate is installed improperly, the cost will increase.
Follow the steps below to install the printing plate, you can avoid the downtime caused by the wrong printing plate installation.
- Clean the plate and plate cylinder correctly
In order to better clean the printing plate and the plate cylinder, we recommend that you use a clean cloth dipped in normal temperature isopropyl alcohol to wipe.
Or you can use a disposable paper towel dipped in isopropyl alcohol to wipe.
Before entering the 2nd step, let the printing plate and plate cylinder dry for a few minutes.
- Stick the double-sided tape on the plate roller
After the printing plate and plate roller are dry, please stick the double-sided tape on the plate roller.
- Tip: Cut off the excess tape after marking.
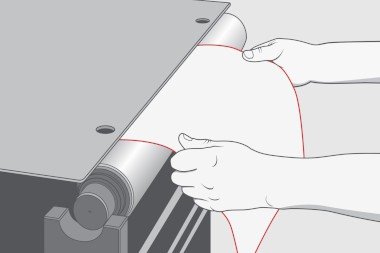
- Install the printing plate
Place the printing plate on the plate roller.
And with the help of the plate mounting auxiliary equipment, verify whether the crosshairs on the plate mounting auxiliary equipment are aligned and whether the printing plate is horizontally and vertically straight.
After confirming the alignment, remove the liner from the tape.
- Use a brayer to roll on the printing plate.
When rolling, the hand must apply firm and even pressure to the brayer, ensures that the printing plate is firmly bonded to the plate roller by the tape.

Digital flexo printing
With the high-performance digital flexo printing machines’ continuous improvement and development, the quality of folding carton flexo printing reaches the level of offset printing, while the cost is much lower.
The application of digital technology has promoted flexographic printing technology’s development, especially in the field of folding cartons.
The flexographic printing of roll carton is developing very fast, and it is more and more accepted and adopted by more people, and it is gradually replacing the single-sheet carton production method.
The new breakthroughs and new developments of flexographic printing sleeve technology have far-reaching significance in controlling the dots and dot gain rate, which greatly improves the quality of flexographic printed products.

The introduction of a new digital shaftless flexo production line has also promoted the flexographic printing quality to a certain extent.
At present, the flexographic printed folding cartons have basically reached the quality level of most offset printing ones.
Recently, someone conducted a market survey of 250 folding carton flexographic printing companies in North America.
The survey results showed that:
- The processing method of single-sheet material will show a downward trend, the market share decreased from 63% in 1990 to 51% in 2000;
- In-line processing of web materials (including flexographic printing methods and offset printing methods) will have great growth, and the market share will expand from 35% in 1990 to 47% in 2000.
- The gravure printing market continues to show a downward trend, accounting for 15% of the market in 1990, and by 2000, it will drop to 10%.
The market share of flexographic web printing doubled in the decade from 1990 to 2000 (from 8% in 1990 to 16% in 2000).
Therefore, even if roll offset printing’s market share has doubled in these 10 years, from 10% to 20%, the offset printing folding cartons’ total market share is still declining, from 75% in 1990 to 70% in 2000.
The European folding carton market’s investigation and analysis show that the folding carton industry is currently at a very critical turning point.
It is changing from the previous wide-format, single-sheet gravure printing and simple flexographic printing to a narrow-format shaftless roll flexographic printing.
Such a method has the advantages of higher automation, greater adaptability, and higher production capacity.
Due to the flexible and diverse digital shaftless rotary die-cutting system’s introduction and application, multiple processes can be completed at one time, because such a system integrates cutting, embossing, and other processes.
It greatly reduces production costs.
The early roll folding carton production line used flatbed die cutting equipment.
Flatbed die-cutting equipment needs a long adjustment time, and its stability is poor, its production speed is very low.
Thus it is difficult to compete with the new single-sheet production line in terms of cost and efficiency.
Today’s flexo die-cutting system is very different, and the performance has been greatly improved.
It uses rotary die-cutting equipment with a maximum width of 55 inches (1400 mm) and a maximum speed of 1200 feet per minute (400 meters per minute).
At the same time, it also has a “quick change” device, which can quickly change the printed materials to be cut.
Some systems also have a gearless lifting platform device, which can process complex semi-finished folding cartons.
Another advantage of in-line rotary die-cutting is that there are more and wider choices of molds, especially shaftless molds and curved molds, and the price is very low.
Compared with the traditional short-run single-sheet carton production market, it is quite competitive.
Consolidation within the carton industry continues, and industry competition will become more intense.
With the new roll folding carton production line put into use, it will definitely impact the existing folding carton processing plants and folding carton printing plants.
Some folding carton processing plants, especially folding carton printing plants, will gradually be eliminated.
- Analysis conclusion
The technological revolution of digital prepress technology and a digital printing machine will surely bring new vitality to the web flexographic printing process.
The new technologies’ application will continuously improve production levels and improve operational performance.
Therefore, digital prepress technology and digital printing presses have a high return on investment.
However, for various types of roll flexographic production lines, it is very important for a printing plant to carefully analyze the balance between its budget and production efficiency, and to choose the most cost-effective equipment.
The new all-digital multi-function flexographic production line for online reel processing is mostly equipped with a rotary cutting device, embossing device, or winding device, which is fast and quick to change materials.
Therefore, the labor intensity is reduced, the rejection rate is reduced, the production efficiency is improved, and the investment value is more.
Flexo printing VS gravure printing
As an environmentally friendly printing, flexographic printing is gradually replacing gravure printing.
Especially under the background of increasing environmental protection policies, many printing companies that originally used gravure printing turn to transform.

According to relevant data, gravure printing’s market share is gradually declining, and the corresponding flexographic printing market share is increasing.
What causes this situation to happen?
From the perspective of a printing company, what are the advantages of flexographic printing?
Although flexographic printing and gravure printing are basically the same in technology, including unwinding, printing, drying, winding, etc., there are big differences in details between the two.
In the past, gravure printing combined with solvent-based inks for printing, the effect was significantly better than flexographic printing.

Now with the great development of environmentally friendly ink technologies, such as water-based inks and UV inks, the advantages of flexographic printing have begun to emerge.
Features of flexographic printing
- 1. Lower cost
The cost of plate making is much lower than that of gravure, especially when printing in small batches, the gap is huge.
- 2. Less ink consumption
Flexo printing uses a flexographic plate, which transfers ink through anilox rollers, and consumes more than 20% less ink than gravure.
- 3. Fast printing speed and higher efficiency
Flexo printing machine with high-quality water-based ink can easily reach 400m/min printing speed;
In common gravure printing, the printing speed can often only reach 150m/min.
- 4. More environmentally friendly
In flexographic printing, water-based inks, UV inks, and other environmentally friendly inks are generally used, which are more environmentally friendly than solvent-based inks used in gravure printing, and there is almost no VOCS emission.
Features of gravure printing
- 1. High cost of plate making
In the early days, gravure plates were made by chemical etching, but the effect was not good.
Now, laser plate-making can be used, so the precision is higher, and the printing plate is made of metal such as copper, it is more durable than the flexible resin plate.
However, the cost of plate making is also higher, and the initial investment is greater.
- 2. Better accuracy and consistency of printed products
Metal printing plates are more suitable for mass printing, and have better printing consistency, and are less affected by thermal expansion and contraction.
- 3. Large ink consumption and high production cost
In terms of ink transfer, gravure printing consumes more ink, which invisibly increases production costs.
Through the above comparison, you should have a general understanding of flexographic printing and gravure printing.
Flexo printing VS digital printing
The difference between flexo printing and digital printing is mainly reflected in the following aspects.
- Basis
Digital printing is the process of transferring images or text to various substrates by inkjet or laser printing technology.
Flexographic printing is a process of batch printing, printing images or text through flexographic printing equipment.
- Cost
The initial investment in digital printing is relatively low, but in the latter, the consumables and maintenance costs may be higher.
For large projects with a print volume of more than 50,000, it is not suitable for digital printing.

Flexographic printing’s initial investment is higher, but if the projects’ printing volume is more than 50,000, the printing cost of labels or other substrates can be greatly reduced by flexo printing.
- Turnaround time
When printing several thousand or fewer labels, the turnaround time for digital printing is relatively short.
But when printing 50,000 labels, flexographic printing has more advantages than digital printing.
- Ink options
There are basically only three colors of toner for digital printing or inkjet printers.
Optional ink types for flexographic printing have a wider range.
- Substrate
Flexographic printing can print a wide range of substrates.
Digital printing can print very few types of substrates.
- Continuous printing capacity
Digital printing’s continuous printing ability for a long time is insufficient;
And flexographic printing has the ability to print continuously for a long time.
Flexo printing vs letterpress
Flexo printing is actually a kind of letterpress printing, which evolved from letterpress printing.
In order to facilitate understanding and distinction, people refer to the printing method using liquid ink and flexible printing plate as flexographic printing;

The printing method using paste ink and a hard printing plate is called letterpress printing.
- Principles of Printing and Inking
The letterpress printing device uses one or several ink rollers, these ink rollers transfer a uniform and thin ink layer to the printing plate’s surface in an integral form and then print.
The flexographic ink is transferred from the metal anilox roller to the printing plate through contact.
The specifications of the anilox roller are fixed, so the ink transfer volume is also fixed.
The ink is stored in the cell before transfer.
Because the mesh wall in the cell is very thin, during the transfer process, the ink in each cell is in contact with the printing plate at the same time
And the ink in each cell is quickly leveled and integrated to form an ink layer on the printing plate, and finally printing.
The two are really different in the principle of inking.
The letterpress is a soft rubber stick in contact with the hard printing plate, and the ink amount depends on the ink layer thickness;
The flexographic plate is the contact between a hard metal anilox roller and a soft printing plate, which depends on changing the anilox roller’s specifications to change the ink amount.
- Inking system
In order to transfer the paste ink evenly to the printing plate, there is a complicated inking system on the letterpress printing machine, including:
Ink fountain, ink fountain roller, ink transfer roller, distributing roller, inking roller, etc.
This system is called the long ink path system.
Only through the long ink path system, the paste ink can form a uniform ink layer.
Flexographic printing uses liquid ink and does not require a complicated inking system.
It only needs an ink fountain roller to transfer the ink to the anilox roller or directly contact the anilox roller with the ink (gravure inking method).
The ink on the anilox roller’s surface is finally removed by the doctor blade, and the ink is stored in the cells.
This ink transfer method is called a short ink path system.
The short ink path system is simple in structure, easy to adjust, and low in material consumption, which is the flexographic printing’s biggest feature.
- Printing ink
According to the principle of printing and inking, the letterpress printing ink is transferred to the printing plate in the form of an overall film, which requires a certain strength and connection between the inks.
Otherwise, the ink cannot form an ink film, and it cannot be transferred normally.
Therefore, letterpress ink is a paste ink with a certain viscosity.
The flexographic printing ink transfer relies on the rapid flow and leveling of the ink from the cells.
The flexographic printing ink is required to have low viscosity and fast transfer speed.
Therefore, the flexographic printing ink is a liquid ink with low viscosity and good fluidity.
- Adjustment of ink volume
There are usually two ways to adjust the amount of ink in letterpress printing.
1. Adjustment of the overall ink volume
(1) Adjust and change the ink fountain roller’s rotation angle or speed, the ink transfer amount will change.
(2) Adjust the ink transfer roller’s swing frequency to increase or decrease the contact time with the fountain roller, thereby changing the ink transfer volume.
2. Adjustment of local ink volume
On the letterpress printing machine’s ink fountain, there are screws that locally adjust the ink volume, and a set of screws are evenly arranged along the axial direction.
By adjusting the screw, change the gap between the ink fountain steel plate and the ink fountain roller.
By changing the size of the gap, the amount of ink corresponding to the screw can be adjusted locally.
The anilox roller on the flexographic printing machine is actually an ink metering roller, and its technical parameters are fixed, which means that the ink transfer amount is fixed.
Only by changing the anilox roller with different parameters can the ink delivery volume be changed.
Therefore, the change of the flexographic printing ink amount is achieved by replacing the anilox roller.
Restricted by printing principles, flexographic printing can only perform overall ink adjustment, not partial ink adjustment.
- Printing plate
Although both letterpress and flexographic printing plates use photosensitive resin plates, the two plates’ thickness, hardness, and formulation are different, so the film production and the plate making methods are also different.
1. The printing plate thickness and hardness
The photosensitive resin plate used for letterpress printing generally has a thickness of less than 1mm, and the commonly used specifications are 0.8mm and 0.95mm.
The thickness of the flexographic resin plate is generally between 1 to 5 mm, and different substrates are selected for different thickness plates.
In terms of the printing plate hardness, the finished letterpress printing plate’s hardness is generally around 90 degrees Shore, while the finished flexographic printing plate’s hardness is between 30-70 degrees.
This is what people usually say, letterpress printing plates are hard, and flexographic printing plates are soft.
But there is no absolute dividing line between the two, soft printing plates are also used in letterpress printing plates, which are suitable for full point printing;
Hard printing plates are also used in flexographic printing plates, suitable for dot text printing.
2. Production of printing plates
There are two differences in the production of letterpress and flexographic printing plates.
One is the difference in plate making steps.
The plate making steps of letterpress printing plate are:
- Main exposure
- Developing
- Drying
- Post exposure
In order to control the flexographic plate’s height and hardness, the first step is back exposure, followed by main exposure and developing.
In order to remove the viscosity on the printing plate’s surface and better transfer the ink, a debonding process was added in the plate making step.
And then dry the plate after debonding, finally, the printing plate surface was post-exposed and hardened.
Compared with letterpress plate making, flexographic plate making adds back exposure and debonding processes.
The second is the difference in developing liquid.
The thickness, resin composition, and formula of letterpress printing plates and flexographic printing plates are different, so the types of plate developing solutions are also different.
Letterpress developing liquid uses distilled water as the cleaning medium, while the flexographic washing medium is a specially formulated solvent (water-washed flexographic materials are not yet popular).
The medium used in the two printing plates are different, and the drying time is also different.
Usually, the letterpress printing plates drying time is several minutes to 10 minutes;
The flexographic printing plates drying time is from 1 hour to 10 hours.
- Printing pattern
1. Imprinting effect
The letterpress and the flexographic plate’s printing principle is the same.
There is an imprinting effect on the printing pattern, that is, the ink is squeezed out on the edge of the pattern, and there are traces caused by reflow.
This phenomenon appears on the outlets (especially when the pressure is high) as the center is white or there is a white circle;
Slight ghosting can be seen at the edges of text or lines.
The letterpress and flexographic printing plates’ thickness and hardness are different, and the printing plate’s deformation during printing is also different, which ultimately leads to different imprinting effects.
The letterpress printing pressure is high, the imprinting effect is obvious, and the contrast is large;
The flexographic printing pressure is small, the imprinting effect is slight, and there is a transition (the difference between letterpress printing and flexographic printing needs long-term practical observation and comparison to realize).
2. Printing color
The flexographic ink’s pigment solid content is significantly less than that of letterpress ink, so the color density of letterpress ink printed matter is significantly greater than that of flexographic printed matter.
Because the color of letterpress printing is bright, there is no obvious difference in printing quality from the flexographic printing plate.
This is the main reason why letterpress printing is prosperous in Europe and Asia.
3. Ghost phenomenon
Also known as the offset shadow, it is a common phenomenon in letterpress full point printing.
The main reason is that the applied ink amount is less than the supplied ink amount, which occurs in large-area full point printing.
Since the anilox roller in flexographic printing continuously supplies ink to the printing plate without interruption, ghost images will not appear in flexographic printing.
4. Full point printing
The ink layer of letterpress printing is even;
In flexographic printing, if you use water-based ink, you will find traces of water lines on the pattern.
What is the difference between litho and flexo printing?
The difference between flexographic printing and lithographic printing is mainly reflected in the following aspects.
- 1. Cost
Lithographic printing can be equipped with stamping, embossing, and other functions, the cost of these optional functions is relatively high.
And lithographic printing needs to go through indirect pre-printing first, which will also increase costs.
For high-volume printing needs, both printing methods are cost-effective.
For flexographic printing, the flexographic printing plate can be reused many times before replacement.
- 2. Substrate
Lithographic printing is usually only used for printing substrates with smooth and flat surfaces.
Flexographic printing can be used to print substrates with porous and non-porous surfaces, with a wide range of substrate compatibility.
- 3. Ink
Lithographic printing usually uses four-color oil-based inks for printing, and each color requires a dedicated printing unit.
Flexo printing can use a variety of inks for printing, including water-based inks, solvent-based inks, and UV inks.
- 4. Printing quality
The lines and text printed by flexographic printing are very beautiful.
The choice between flexographic printing or offset printing still depends on the substrate type, investment budget, and specific production requirements.
What is the difference between offset and flexo printing?
Both offset printing and flexo printing can be used to print labels, but their printing principles are different.
Although narrow web printers prefer flexo printing, offset printing has its own advantages and disadvantages.
The offset printing ink transfer system is more complicated, consisting of multiple ink rollers, and the ink path is long.
The two printing methods use different inks.
Dave Pan Coast, Sales Manager of LabelOneConnect, USA, said:
“The ink used in flexo printing has a viscosity similar to milk. The flexo printing plate is made of resin, and the ink on the printing plate is directly transferred to the substrate.
“The ink used in offset printing is pasty and heavy, the coloring power is large. The ink is first transferred to the printing plate, then transferred to the blanket, and finally transferred to the substrate. The ink transfer system is not simple.”
JesHilfling, general manager of Etipol in Denmark, pointed out:
“Offset printing must use UV drying, while flexo printing can be dried with hot air, infrared, or UV.”
The offset printing and flexo printing’s ink flow are also different.
Hilfling explained:
“The ink flow for flexo printing is controlled by the mesh volume of the anilox roller, while for offset printing, the ink volume is adjusted by the ink fountain key.”
Hilfling also pointed out the similarities between flexo and web offset printing.
He said: “The preparation time for the two printing methods is the same, and the printing speed is very fast.”
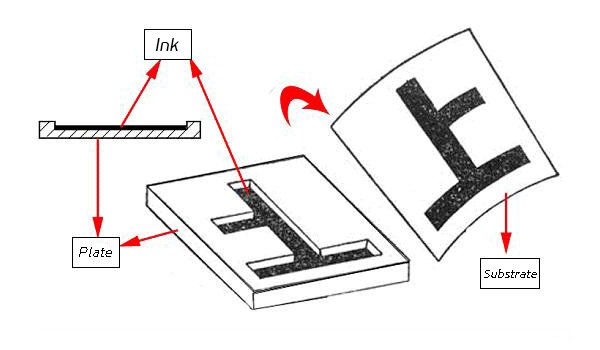
Flexography Printing Process
Flexo printing basics/principles
Flexographic printing is a printing method that uses a flexographic plate to transfer ink through an anilox roller.
The layout structure of the printing plate is the same as the letterpress printing plate.
The graphic part is raised (that is, the graphic part is higher than the non-graphic part), and they are all directly printed.
After the plate cylinder is installed, a certain thickness of the ink is evenly coated on the graphic part of the printing plate by the anilox roller.
And then, under the action of the printing pressure (applied by the impression cylinder), the ink layer of the graphic part is transferred to the substrate, clear graphics and text are printed on the substrate surface.
Therefore, flexographic printing is a direct printing method.
This printing method needs to use rubber or photosensitive resin printing plates and quick-drying liquid inks.
Flexographic printing process steps
Flexographic printing mainly includes two major steps: plate making and printing.
The plate making process is:
- Original
- Film
- Back exposure
- Main exposure
- Developing
- Drying
- Post-processing
- Post-exposure
- Mounting plate for printing on the machine
The printing process is as follows:
- Substrates
- Printing (including reverse printing)
- Varnishing or laminating, etc.
- Die-cutting
- Cut off
- Inspection
- Warehousing
Production Precautions
- 1. According to the original and customer requirements, select the appropriate color number, color sequence, format and corresponding plate roller (number of teeth, number of screen lines, etc.).
At present, many flexographic printing originals are transferred from offset printing.
There is a big difference between the two printing processes.
It is impossible to copy the originals from offset printing (especially the color separation process).
Process the original according to the flexographic printing process’s characteristics, combined with the performance of the flexographic printing machine, and coordinate with the customer.
- 2. The adjustment of printing pressure, printing speed and tension of each part should be appropriate.
Because the flexographic plate is composed of a layer of hard polyester plate base and highly elastic photosensitive material, its most obvious feature is its elasticity.
In the printing process, a slight printing pressure is applied.

A slight change in printing pressure will also cause changes in color and gradation, leading to the image dots expansion on the printed matter.
Moreover, the greater the printing pressure, the more serious the dot expansion.
The printing speed should be determined according to the specific production situation.
When the machine starts, start at a low speed, adjust the position of each color’s plate cylinder, and then gradually increase the machine speed after registering, and should be compatible with the ink drying performance.
At the same time, it should be noted that the machine speed should not be too fast to prevent ink splashing, causing unnecessary waste and even affecting production.
The tension adjustment and control are very important.
If the tension is not proper, it will cause inaccurate overprinting, feeding deviation, and uneven winding.
- 3. During the printing process, check the ink viscosity, PH value and drying performance at any time.
For the flexographic printing ink control, mainly these 3 aspects.
In the production process, due to water and solvent volatilization, the ink performance becomes unstable, the viscosity increases, and the pH value decreases, which affects the printability.
Therefore, during the printing process, at regular intervals, an appropriate amount of PH stabilizer or corresponding solvent (to be combined with specific printing speed and ink drying conditions) should be added to adjust the ink PH and viscosity.
At the same time, since the flexographic printing plate is short-station printing, the stroke between color and color is relatively short.
If the solvent in the ink is not completely dried, it will cause poor color stacking or adhesion.
Flexographic printing process PDF
Please input filetype:pdf flexographic printing process in the google search box, piles of related pdf file download pages are listed on your PC or laptop monitor, just figure out which one is the best, then download it for your own usage.
Flexo printing design
Regarding flexo printing design, it is mainly referred to as a flexographic printing plate design.
As flexo printing is developing faster and faster, more and more flexo printing plate design companies or suppliers appear.
According to flexoglobal website’s information, famous flexo printing plate and sleeve manufacturers are listed out, as shown in the following photos:

Anilox flexo process
The flexographic printing machine uses a typical short ink path system with a relatively simple structure, mainly composed of four parts:
- Ink tank
- Fountain roller
- Doctor blade
- Anilox roller
Among them, the anilox roller is the core component, which is responsible for evenly transferring a certain amount of ink to the printing plate.
Ink cell shape
Several common inking cell shapes include:
- Quadrangular pyramid
- Quadrangular pyramid
- Hexagonal pyramid
- Trapezoidal cross-section oblique line
- Additional channel ink cell
The ink-receiving cell opening and depth have a considerable influence on the ink transfer performance.
The larger the opening and the shallower the depth, the better the ink transfer;
On the contrary, the ink transmission is relatively poor.
Among the several ink-receiving cell shapes mentioned above, the hexagonal pyramid-shaped ink-receiving cell’s opening is relatively large, so its ink-receiving and ink-releasing performance are better.
Therefore, in engraving anilox rolls, inking cells of this shape are often used.
Screen lines
The anilox roller’s screen lines refer to ink cells number per unit length on the anilox roller’s surface.
It is also one of the important parameters of the anilox roller.
It also has a very important influence on the ink transfer performance.
Generally speaking, the higher the screen lines of the anilox roller, the smaller the ink transfer volume.
In addition, the screen lines of the anilox roller also determine its own scope of application.
Generally speaking, when printing large-area full point color blocks or images, consider using a low-line anilox roller.
For example, when printing on a full point area, 360 lines/inch anilox roller can be used;
On the contrary, when printing fine images or small texts and lines, a relatively high screen lines anilox roller should be used.
Such an anilox roller can prevent the small dots in the highlighted area from being immersed in the ink cell, which may cause serious tone value expansion, or very thin lines become thicker.
However, the anilox roller’s screen lines should not be too high.
If the anilox roller’s screen lines is too high, it will cause certain difficulties to the anilox roll processing technology;
Moreover, since high screen lines anilox roller’s thickness becomes thinner, the strength will be reduced and the damage is likely to occur.
In other words, if the anilox roller’s screen lines is too high, its service life will be shortened accordingly.
Classification
Anilox rollers are classified according to the materials coated or sprayed on their surface, and there are mainly two types of chrome anilox rollers and ceramic anilox rollers.
Processing of Chrome Plated Anilox Roller
The processing of chrome-plated anilox rollers usually includes 3 processes:
- Roll body pre-processing
- Anilox processing
- Post-processing
The laser engraved ceramic anilox roller is a plasma method to melt the metal oxide (Al2O3 or Cr2O3), and spray it on the metal smooth roller’s surface to form a high-hardness, strong and dense ceramic film with the metal roller.
After grinding, polishing, and then use a laser beam to engrave ink cells on the ceramic surface.
Regarding anilox rollers’ inventory in the printing factory, with the business development and growth, for ease of use, the most suitable anilox rollers can be selected according to the requirements of different prints.
A list of the inventory anilox rollers should be made.
If this list is only classified by LPI, only the anilox roller’s screen lines can be known, but the cell volume (BCM) cannot be known.
The necessary parameters cannot be provided when selecting.
For example, the same 800LPI anilox roller, some may be 1.0BCM, while others maybe 1.8 or larger BCM, the ink transfer amount during printing is very different.
Therefore, in addition to the anilox roller LPI, the anilox roller BCM must be recorded separately in the inventory list.
In addition, due to the long period of anilox roller usage and maintenance quality, the anilox roller surface or wall is worn or blocked by ink residues, and the printing effect is also very different.
Therefore, it should also be noted when preparing the anilox rollers inventory.
When ordering anilox rollers from the manufacturer, the user should clearly specify the processing parameters, including:
- Lines per inch
- Cell volume
- Engraving angle and unengraved sideband width (if mentioned)
In addition, since there are always certain differences in processing, it is best to order processing in batches even if the same LPI and BCM are processed for anilox rollers.
Anilox roller for flexo printing
Anilox roller is a special ink transfer roller for flexographic printing machines.
There are countless cavities of the same size, shape, and depth on the surface.
These cavities are also called cells (or ink cells).
The concave cells can store ink, as shown in the picture.
The anilox roller’s function is to quantitatively and uniformly transfer the required ink to the graphic part on the printing plate.
It can also prevent ink splashing when printing at high speed.
Composition
- 1. Roller body-cast iron
- 2. Base material-stainless steel alloy (copper electroplating)
- 3. Surface coating-chrome, ceramic
- 4. Cells
- 5. Mesh wall
1) Roll body (also called roll core)
Its processing dimensional accuracy and geometric accuracy have a direct impact on the ink transfer accuracy.
Therefore, it is generally required to undergo fine processing to ensure good mechanical processing accuracy, so that the dimensional accuracy, surface roughness, geometric accuracy, etc. all meet the ink transfer roller’s quality requirements.
2) Base material
The surface engraved on the anilox roll is called the base layer, and the base layer is generally added on the roll body.
The base layer material is very critical to the anilox roll life and performance.
The selection should be comprehensively considered in terms of strength, corrosion resistance and processing performance.
(1) Strength-mainly refers to the ability to resist local rush out.
If the base material is too soft, large deformation will occur under the impact force, which will cause the chrome layer or ceramic coating on the anilox roll surface to peel off.
(2) Corrosion resistance-refers to the resistance to ink solvents.
If the base material is too hard, the processed cells may be uneven and cracks will appear in the mesh wall.
According to the above requirements, some anilox roll manufacturers choose stainless steel alloy as the base material and spray it on the surface of the roll core.
In order to ensure good processing performance, the most commonly used base material is electroplated copper.
3) Surface coating
The metal anilox roll surface is plated with chromium after processing, and the ceramic anilox roll is sprayed with a layer of ceramic on the anilox roll surface before engraving, which is called surface coating.
Its main function is to improve the anilox roll abrasion resistance and prevent the solvent from corroding the base layer’s copper coating.
The thickness of the general surface coating is:
The chrome layer is 0.0127~0.01778mm, and the spray ceramic layer thickness is 0.0254~0.03048mm.
4) Cells
The meshes of modern engraving anilox rollers mostly adopt regular hexagonal openings.
The use of such mesh openings for ink supply is beneficial to increase ink supply amount and better avoid the production of moire on the printed matter.
If a fully symmetrical circular opening is adopted, the mesh wall between the cells is enlarged, and the number of cells per unit area is reduced, which not only reduces the ink supply, but also reduces the ink transfer uniformity.
The characteristics of the quadrilateral opening are somewhere in between.
The ratio of the opening width to the cell depth is also closely related to the ink transfer amount.
If the cell opening is narrow and deep, the ink at the bottom of the cell cannot be transferred, thus reducing the ink transfer in the cell to the printing plate rate, it may even be permanently blocked due to the inability to clean the bottom.
It is generally believed that the ratio of cell opening width to depth is about 28%.
5) Mesh wall
It refers to the partition wall between the cells, and the mesh wall size is related to the shape of the cell.
For example, a regular hexagonal mesh opening is smaller than the mesh wall area per unit area of a fully symmetrical circular opening.
In order to increase ink supply and improve ink transfer performance, the mesh wall area per unit area should be minimized.
What is the difference between 4-color and 6-color printing processes?
Jota Machinery offers a range of different color options for your requirements.
4 color printing is the most popular option of the three.
It uses the four primary ink colors: cyan, magenta, yellow and black ink, also known as CMYK.
On the other hand, 6-color printing takes the 4 color CMYK and adds orange and green colors.
With this option, you will be able to create more colorful and vivid graphics and images.
Flexography Printing Machine
Paper flexo printing machine
The paper flexo printing machine, as the name suggests, is a printing machine.
The printing plate used by this printing machine is a flexographic plate, which is suitable for printing all kinds of paper, such as:
- Coated paper
- Newsprint
- Light coated paper
- Double offset paper
- Writing paper
- Dictionary paper
- Book paper
- Doolin paper
- Drawing paper
- Art paper
- Carbon paper
- Fax paper
- Copy paper
- Photo paper
- Thermal paper
- Inkjet paper
- Film paper
- Sulfuric acid paper
- Toilet paper
- Facial tissues
- Napkins
At present, only a small part of China’s domestic flexo printing machines are used for printing self-adhesive materials, and most of the products printed by flexo printing machines are thin paper printing materials.
Almost all users who have printed thin paper will report a series of problems.
These problems can be summarized in the following words, namely:
- “Wrinkle”
- “Shrink”
- “Curl”
- “Static”
- “Paper Break”
Below, we will discuss in detail the causes and solutions of these failures.
1. “Wrinkle”
When the flexo printing machine handles the thin paper, the first problem that occurs is “wrinkle”.
The paper produces “wrinkles” on the machine along the paper feeding direction.
The wider the machine (that is, the wider the paper) and the thinner the paper, the easier it is to wrinkle.
- Reason (1): Excessive tension.
The general situation is that if the machine’s certain local tension is too large, wrinkles will be generated in this area and affect the following parts.
For example, sometimes the unwinding tension is set too high, and wrinkles are generated in the unwinding part, and the more the wrinkles go to the back, the more serious the wrinkles, and even the paper breaks.
Some users originally ordered a thick paper type flexo printing machine, once used to print thin paper, it is easy to wrinkle.
At this time, wrinkles generally occur in the middle and back of the flexo printing machine.
- Solution
This problem can be solved by reducing the tension setting value of each part.
But the most fundamental solution is to purchase a set of rollers suitable for printing thin paper.
- Reason (2): The EPC device deflection angle is too large.
The tension of the paper at the EPC device is tight on one side and loose on the other side, so it leads to wrinkles.
If it is the unwinding part, “bark” wrinkles will appear on the NIP roller.
Of course, this phenomenon occurs on the paper’s looser side.
- Solution
Feed the paper slowly for a short run, adjust the appropriate horizontal position of the paper, and stabilize it, then stop, and then adjust the EPC device sensor to make it match the paper that needs to be monitored.
The edge position is aligned, and the web guiding system is switched to the “automatic” state.
In this way, the EPC device deflection angle during the “automatic” working process can be minimized, and the possibility of wrinkles can be minimized.
At this time, make a clear mark on the paper roll lateral position, and make sure to align the position when changing to the next circle.
- Reason (3): There are foreign objects (such as large dry ink blocks) or dents on the NIP roller surface, the parallelism of individual rollers is out of tolerance, etc.
- Solution
In addition to adjusting the tension and checking the machine, if necessary, two layers of electrical tape can be wrapped around the NIP roller surface.
The position is about 15mm away from the paper’s two edges, so as to prevent the paper from moving inwardly.
NIP roller with a spiral line can also be used to spread the thin paper outwards.
However, when the thin paper stiffness is too small and the tension is relatively large, it will wrinkle due to the spiral, so a specific analysis of specific issues is required.
In addition, when printing with thin paper, after the original paper roll is removed from the package, the paper near the outer package’s surface will absorb moisture in the air and cause wrinkles.
When the wrinkled outer layer of paper enters the machine, it will definitely cause problems.
Of course, this situation is only temporary.
As long as this part of the paper is passed at a lower speed, or simply cut off and reconnected, the production can be started normally.
As for how to avoid the above-mentioned problems, we suggest that during transportation and storage, the paper roll packaging should be strictly ensured.
When it is about to be printed on the machine, the packaging should be removed to minimize the time for the paper roll to absorb moisture in the air.
2. “Shrink”
- Cause
In order to improve production efficiency, the current flexographic printing presses pay much attention to improving the drying capacity, it generally uses natural air, hot air (divided into high, medium, and low) and infrared (infinitely adjustable and non-adjustable), etc.
1 kind of drying method or their combination, some machines are also equipped with a two-stage UV curing system.
In this way, in proofing or production, people will find a phenomenon, that is, a set of plates made of the same set of film, there will be deviations in the horizontal size.
The error is small, less than 1 mm;
When the error is large, there is 2-3mm.
In practice, we have found that if there is no problem with the film or printing plate, the horizontal size deviation is caused by the two opposite processes of “wetting” and drying.
As everyone knows, about 50% of the water-based ink is water.
For thin paper, if water-based ink is printed on a large area, the “wetting” on the paper surface will expand and become wider.
The larger the printing area and the lower the anilox roller screen lines, the wider the phenomenon will be.
When drying after printing, the paper will become narrower due to “shrink”.
The greater the heating amount and the more water volatilizes, the narrower the width of the paper will be.
The heating and drying systems of most flexo printing machines (including UV curing systems) have a starting point at a minimum speed, such as 15m/min.
For safety’s sake, when the speed is lower than this value, the infrared and ultraviolet drying devices will not be turned on, and will only be turned on when this value is reached or higher.
It is conceivable that if our boot speed is only slightly higher than this speed value, the paper heating will be very large, and the shrinkage will be obvious.
The farther the unit is, the greater the horizontal overprint error.
- Solution
In the printing production process, the printing speed should be increased as much as possible, and unnecessary hot air or infrared drying should be minimized in the production, so as to avoid horizontal overprinting errors.
We used to print tipping paper on a 20-inch wide flexo printing machine and increased the speed to more than 80m/min to ensure that there would be no horizontal overprinting errors.
Of course, there is one exception.
When we use cloth pattern vacuum aluminized paper to print beer labels, there is a big deviation in horizontal overprinting.
After careful inspection and testing, the factors that caused the width change due to the moisture loss during drying were eliminated.
Finally, it was found that even if the machine was empty, the paper width would change.
The reason may be the change of paper tension on the machine.
3. “Curl”
The “curling” mentioned here refers to the warping of the paper along the paper feeding direction.
At this time, if you look along the paper feeding direction, you will see that both sides of the paper or finished product are upturned.
As modern packaging machinery is running faster and faster, the requirements for product quality are inevitably higher and higher.
Once the printed product is warped, it will bring some trouble to the packaging assembly line.
- Cause
To explain in a simple sentence, the warpage is caused by the difference in tension (stress) between the front and back sides of the thin paper, and most of it is caused by the humidity change on the paper surface.
No matter how thin the paper is, it has a certain thickness.
If one side (or both sides) of the paper is damp (humidified) and the tension between the front and back sides is inconsistent, and the paper stiffness in the fiber direction is generally better than the horizontal direction.
Then under the combined action of the two, the paper will inevitably warp.
Thick paper is less likely to warp because of its better overall stiffness.
- Solution
For the warpage of paper and products, we can analyze it in 4 stages:
- 1. Observe the paper condition in the unwinding part, that is, without printing, just pull the paper out of the paper roll for a period of time and compare it.
Ordinary single copper paper is slightly warped at this time.
This is because the moisture content of the base paper roll is generally only about 5%.
In a workshop with a relative humidity of about 50%, the moisture content can be increased to about 7%.
In the process of moisture absorption, due to the coating on the paper front side, some moisture will be prevented from entering the paper from the front side;
The backside is relatively more damp, causing the paper to curl slightly.
Of course, the front coating will also limit the paper fibers’ deformation.
- 2. Start printing water-based ink and water-based varnish, but do not apply UV varnish.
The boot speed is appropriately higher, and the semi-finished product after printing is cut into small single sheets and placed on the table to observe the results.
There are two cases here:
If the full point plate is printed on a large area and the startup is slow, warping will probably occur;
On the contrary, if the printing area is smaller and the booting speed is faster, there will be less warpage.
This is because after the paper front is printed with water-based ink or water-based varnish, the surface of the paper is damp and deformed at the beginning, and there is a short-term “buckling” phenomenon, which is the opposite of warping.
However, after drying, especially when the amount of heating is large, the damp part will “shrink” on the paper surface after losing water, that is, the paper surface has tension and causes warping.
- 3. Apply a layer of UV varnish separately and observe whether the paper is warped after applying UV varnish.
If the varnish formulation is not appropriate, it will tend to produce additional shrinkage stress during the curing process, causing warpage.
At this time, it is necessary to contact the UV varnish supplier as soon as possible to improve the UV varnish performance or increase the UV coating unit anilox roller’s screen lines.
- 4. The printed product is flat, but after the printed product is placed in the tobacco factory packaging workshop or brewery for a period of time, the product warps.
The relative humidity of the cigarette making workshop is generally around 65%, and the humidity of the labeling workshop of the brewery is not lower than this value.
Most flexographic products placed in this environment have only one result, that is, single (back) side humidification.
Because the front side is covered by ink and varnish, it is difficult for moisture to enter the paper from the front side, and the backside warps due to “moisture”.
Regarding the warpage caused by the above four stages, we can only adjust the ink reflective oil in the second and third stages and increase the startup speed as much as possible to reduce the heating volume.
How to do something on the back of the paper to make the paper have a double waterproof function?
In practice, we came up with a clever way to make a small modification to the flexo printing machine.
That is, two paper NIP rollers are added above the printing station’s wall plate of the first unit, and the flexo printing unit can be changed into a gravure back coating unit by just changing the paper path.
The anilox roller is used as a full point gravure cylinder, and a seamless rubber dyeing sleeve or a flexographic plate cylinder with full point printing is used as the gravure impression cylinder.
Adjust the clutch action of the plate cylinder and the deinking action of the anilox roller to ensure that the back of the paper is inked when the machine is turned on.
And the back of the paper is a certain distance away from the anilox roller when the machine is shut down to prevent the paper from breaking due to soaking.
The liquid in the ink pan is used for back coating, and some users simply use a mixture of diluent and water.
The back coating thickness can be changed according to the need to change the anilox roll screen lines or change the back coating liquid proportion.
The back coating’s fundamental purpose is to increase the “tightening” stress on the back of the paper, offset the stress generated by the ink and varnish on the front, and prevent the mixing process on the back of the paper.
The practice has proved that this method is not only effective but also economical and practical.
It has been popularized and applied on many flexographic printing machines for thin paper.
4. “Static”
“Static electricity” refers to the static electricity generated during high-speed start-up production.
Once the thin paper products generate static electricity, it will cause certain troubles for orders that are cut into single sheets and need to be collected on the delivery table.
After the paper is cut or die-cut, the finished product tends to go down close to the bottom roller, sometimes it falls off, and sometimes it just gets stuck between the bottom roller and the front end of the delivery table.
When it falls, it will only cause a small amount of waste, which will not affect the overall situation.
If the paper jams, it will need to be shut down for cleaning, and the waste will be even greater.
- Cause 1
The thin paper stiffness itself is poor.
- Solution
Install an effective static elimination device before the sheet-cutting and die-cutting units.
- Cause 2
Static electricity.
- Solution
Install a fixed thin steel sheet at the front end of the delivery table, the steel sheet should be fixed on the paper roll surface and guaranteed to be tightly fitted.
The purpose is to forcibly “shovel” the products that go down and make them enter the normal delivery stage.
- Cause 3
On the delivery table, it will fly upwards together with the sheet cutting and die-cutting rollers.
The main reason is that the varnish is not sufficiently cured and is a bit sticky.
- Solution
Generally, it is necessary to improve the varnish curing performance, and the sponge lining on the sheet-cutting and die-cutting rollers can also be replaced frequently, and a small amount of talcum powder should be added when necessary.
The most fundamental thing is to ensure that the varnish is completely cured and not sticky.
5. Paper break
- Cause
When the flexo printing machine prints thin paper, sometimes the paper breaks easily.
This problem is more serious than the paper jam.
There are two main reasons:
The first is that the paper tension is set too large;
Secondly, there are defects such as cracks at the paper edges.
Once the paper edge breaks, the paper breaks easily at the EPC;
Then in the middle and rear parts of the machine, paper breaks are prone to occur due to the increasing paper tension.
- Solution
During the transportation and loading and unloading process of the paper roll, try to avoid the paper edge from being damaged.
Once the paper edge is found to be damaged, it must be handled in time before printing.
For example, there are only one or two cells in the paper edge, you can use adhesive tape to stick it;
For a multi-layer break, a utility knife can be used to make a long transition fillet along the longitudinal direction to avoid fracture due to stress concentration.
It is best to remove all the outer layers of paper that are seriously damaged.
Label flexo printing machine
Generally, the flexo printing machine used for label printing is mainly narrow-web.
According to the printing unit structure, the flexo printing machine can be divided into three types:
- CI
- Stack
- Inline
1. CI flexo printing machine
All printing units of the CI flexo printing machine share a large-diameter impression cylinder.
Each plate cylinder surrounds the large-diameter impression cylinder, and the printing material enters between the plate cylinder and rotates 1 circle along with the impression cylinder to complete multi-color printing in sequence.
Most CI flexo printing machines are equipped with 6-8 printing color units, and some are even equipped with 12 printing color units.
In printing, the printing material is tightly adsorbed on the impression cylinder surface, so that there is no relative sliding between the printing material and the impression cylinder, ensuring the overprinting accuracy.
The CI flexo printing machine’s key component is the impression cylinder.
Its diameter is determined by the number of colors, the maximum repeat length, and the printing speed.
In order to obtain satisfactory printing quality, printing press manufacturers carry out precision processing on the impression cylinder and strictly control the assembly quality to reduce its run-out;
In order to prevent the drying system’s hot air from expanding the impression cylinder’s diameter, affecting the printing plate’s service life and overprinting accuracy, the CI flexo printing machine adopts a special structure.
Such a special structure can circulate cooling water to ensure a constant temperature on the impression cylinder’s surface.
The CI flexo printing machines’ main disadvantages are:
- The paper feeding route cannot be changed, and a multi-color printing unit can only perform single-sided printing;
- The distance between each printing color unit is too tight, which brings difficulties to the ink drying;
- The inline post-press processing ability is poor, and generally only do roll-to-roll printing.
In summary, the CI flexo printing machine is suitable for printing easily deformable substrates, such as:
- PET, BOPP, PVC, and other films
- Self-adhesive materials
- Products need batch and high precision printing
2. Stack type flexo printing machine
The stack type flexo printing machine’s characteristic is that each printing color unit is stacked up and down, arranged on one or both sides of the printing unit’s main wallboard.
Through the gear drive installed on the main wallboard, the printing material passes through each printing color unit in turn, and finally, the printing is completed.
Each printing color unit is composed of anilox roller, rubber material ink fountain roller, ink fountain, doctor blade, plate cylinder, and impression cylinder.
Stack type flexo printing machines usually have two forms of 4 colors or 6 colors.
According to actual needs, there are also 2-8 printing colors for choice.
The stack type flexo printing machines’ advantages are:
- Use the paper NIP roller to change the printing material path, which can print the front and back sides at one time;
- Printing color is easy to adjust, replace and clean;
- The machine is suitable for printing a wide range of materials;
- Each printing color is independent of each other and can be separated and combined separately.
Printing machine manufacturers can take advantage of the above-mentioned pros to increase the distance between the printing color and install a drying device.
3. Inline flexo printing machine
The inline flexo printing machine is the most popular model in the world today, and it is also an ideal choice for high-end dedicated label printing.
The inline flexo printing machine’s advantages are:
- Use water-based ink/UV ink that meets environmental protection requirements;
- Simple structure, convenient operation, good color consistency;
- Possess strong downstream processing capabilities, which can effectively reduce the number of labor and material waste, improve production efficiency and reduce costs;
- There are roll-to-roll, roll-to-sheet forms, and multiple functions that can be added according to the label printing companies’ actual needs;
- It can be combined with a variety of printing processes with high flexibility.
The inline flexo printing machine’s characteristics are:
- Each independent printing unit has only 1 printing color, and the printing material generally advances in the horizontal direction;
- The printing units are driven by a common mechanical drive shaft.
In recent years, domestic and foreign machinery manufacturers have begun to adopt advanced electronic virtual axis technology (servo motor transmission), which makes the equipment less vibrated, more stable in transmission, more accurate, and time-saving for overprinting.
And the equipment combination is more convenient and flexible, especially suitable for printing labels with high material costs.
Digital flexo press
Italy’s Nuova Gidue (Nuova Gidue) is an enterprise that manufactures, produces printing and processing equipment for the label and packaging field.
The company recently launched the Combat series printing presses, which introduced the “Digital Flexo” technology.

The register setting and printing pressure adjustment of this printer is completely automated, eliminating the influence of the human factor on printing quality.
The start-up and production process of this press is completely controlled by the “digital flexo” technology, which organically combines the “smart” vision system with the servo-assisted operating system.
It uses the unique high-resolution camera “PrintTutor” of Nuova Gidue, which can continuously read the variables in the printing process, including color density, printing pressure, deviation, and length registration.
Each printing unit has 7 servo motors for automatic setting and adjustment to ensure that all problems are eliminated.
In order to make this kind of printing press cause a sensation in the industry, Nuova Gidue is specially scheduled to hold a live demonstration at the Graficon factory in Wittenbach on March 15-17, 2011, together with Graficon, to officially launch this “digital flexo” printing machine.
At that time, an 8-color UV flexo Combat “Digital Flexo” printing machine will be on display.
This printer is used for label printing, which can increase production efficiency by 30% to 200%.
At the presentation, some of Nuova Gidue’s partners, including Graficon, Rotocontrol, Kocher+Beck, Herma, and Siegwerk, will also participate and exhibit their products.
Narrow web flexo press
How to choose a narrow web inline flexo printing press?
The flexographic printing advantages in the packaging, decoration, and printing fields have been recognized by more and more people in the industry, and many printing factories are considering flexographic printing.
The flexographic printing press is different from other printing presses.
They are all equipped according to the user’s requirements.
How to choose models and configurations suitable for your respective business conditions has become an issue of increasing concern.
First of all, before determining the model and configuration, it is necessary to clarify why choose flexographic printing.
When people choose flexographic printing, it is just because of flexographic printing advantages from the economic or technical point of view.
- From an economic point of view, the equipment investment, floor space, number of workers, and flexographic printing equipment cost are all lower than other printing methods.
- Since the narrow-web inline flexographic printing machine uses online post-press processing, it is even higher in efficiency and profit than other printing methods, especially for some products that are very suitable for flexographic printing.
- From a technical point of view, although the flexo printing effect is slightly inferior to offset printing in some aspects, it has its own unique advantages in product logos printing.
Flexo printing advantages compared to other printing:
- The full point printing and the easy control of ink color are better than offset printing;
- Some non-permeable materials that are not good for offset printing, flexographic printing can handle them easily;
- Compared with gravure printing, all materials that can be printed by gravure printing definitely can be printed by flexo;
- Some rough surface materials or relatively soft materials that cannot be printed by gravure printing can also be printed on flexo.
Like other printing, flexographic printing has its own limitations.
For example, when printing gradual colors, because an anilox roller cannot take into account both the high-key and low-key dots ink supply at the same time, its effect is obviously not as good as offset printing.
Therefore, when purchasing a flexographic printing machine, it is necessary to fully understand the flexographic printing, so that flexographic printing’s economic and technical advantages can be released.
Before buying a machine, you must be very clear about what product to print, because only when you know all the products to be printed can you decide how to choose models and additional configurations.
For example, the stickers, different types of stickers’ materials are different.
- If you are going to print paper stickers, no need for a corona treatment device;
- If you are printing film or aluminum foil stickers, you must consider installing a corona treatment device.
For printing folding carton:
- The thin carton can choose ordinary model;
- If it is a thick carton, you should choose a special cardboard printing machine.
For printing paper:
- If it is thick paper, a large-diameter unwinding or non-stop paper splicing unit should be selected.
- For printing thin paper, you can choose smaller diameter unwinding and 3-inch mandrel.
Problems like this need to be solved before selecting a suitable machine.
After the product is determined, the processing technology should be clarified, including the process route.
This is also very important for the rational selection of additional configurations.
Pay attention to:
- Printing color sequence
- Number of colors
- Die-cutting requirements
- Varnishing and stamping requirements
Only in terms of the number of colors, flexographic printing is very different from offset printing and gravure printing.
In offset printing and gravure printing, it can be solved with 1 color, but flexographic printing may not work.
For example, there is a kind of special color on the printed matter, there is not only the large area color block of this special color but also the small text or thin lines of such special color.
If this special color is made on one plate, the high-line anilox roller can ensure that the small text is not blurred, but the large area color block’s density is not enough;
The low-line anilox roller can meet the large area color blocks’ ink volume consumption, but the small text will be blurred.
Because the same anilox roller is not enough to meet both the color blocks and small text’s ink transfer requirements, this special color must be split into two plates for printing, and therefore 2 printing units are needed.
In foreign countries, 3-color and 4-color flexographic printing presses are very common.
However, due to the different national conditions, most China domestic printed products’ design is relatively complicated, which is not only because of different aesthetic concepts but also is attributed to anti-counterfeiting requirements.
Therefore, a large number of colors are required, and it is common to choose machines with 6 to 8 colors.
If the UV coating system is configured, it will also occupy a set of printing units, and the 8-color machine can only have 7 color sets for printing.
In addition, some types of flexographic printing presses have a combined design of dual printing units, so don’t try to choose odd color groups.
After the above problems are solved, then you can choose for:
- Specifications
- Models
- Configurations
- Brands
- Suppliers
Let’s begin to talk about them 1 by 1.
- 1. Specifications
It is mainly based on the terminal product to choose the printing press width.
Narrow flexographic printing presses are usually available in:
- 7″
- 10″
- 13″
- 16″
- 17″
- 18″
- 20″
- Other sizes
It should be noted that, do not understand flexographic printing width from the offset printing perspective.
The offset printing machine width means efficiency.
In addition to increasing equipment investment, the use cost increases only in proportion to the width increase.
The flexographic printing machine efficiency is obtained from the printing speed, and the main factor in selecting the width should be to meet the product size requirements.
And please remember, the width should be narrow, which is not understood by many people in China.
In fact, the increase in the flexographic printing machine’s width, in addition to the increase in machine investment, the cost increase in the use process is not proportional.
Take the rotary die-cutting tool as an example, the price is determined by the roller length, the circumference size (number of teeth), and the die-cutting line’s total length.
When the width is doubled, the roller length doubles, but the roller length and diameter are proportional.
In order to meet this technical requirement and ensure the die-cutting quality, it is essential to increase the roller diameter.
As a result, the die-cutting line’s circumference and total length are increased.
Therefore, the width has doubled, and the die-cutting roller price has more than doubled.
In addition, since the flexographic plate material is affixed to the plate cylinder with double-sided tape, the operator’s seriousness and technical level will affect the plate registration during the plate mounting process.
- When the machine width is narrow and the plate cylinder is relatively small, the operating error can be controlled within a small range;
- When the machine web is wide, the registration error caused by the same level of operation will increase.
Therefore, a machine with a narrower format is easy to eliminate the registration error caused by the technical operation level in plate mounting.
In addition, when the batch of printed products is small, the marginal cost brought by the narrow machine will always be lower than that of the wide machine.
In short, the principle of choosing the machine width is to meet the product size’s allowable range, and not to blindly pursue the wider the better.
The narrow machine needs small investment, followed by the cost savings of plate roller, printing plate, plate mounting tape, die-cutting tool, etc. during use.
Of course, the narrowness mentioned here is relatively speaking, and suitable for printed products are the most important consideration.
- 2. Model
Well-known brands of flexographic printing presses usually have the same size and specifications, and there are several different models or series to choose from.
There are many differences in the suitable substrates range, the automation degree, and the price.
The basic principle of selection is practical.
- In foreign countries, the basic and practical models are the most popular;
- In China, many customers often pursue the unrealistic so-called one-step principle, and blindly pursue high-end products.
This should be paid attention to.
- 3. Configurations
The the flexographic printing machine biggest feature is that it can increase many additional functions by adding related configurations.
Understanding some main configurations’ functions and usage is very important for a reasonable machine selection.
The machine configuration is usually divided into two parts:
- Standard configuration
- Optional configuration
The standard configuration should generally include:
- Unwinding device
The unwinding device’s maximum unwinding diameter is generally 40″, and there are also 48″ or 60″.
The commonly used air expansion shaft has 3 options of 3″, 6″, and 12″.
- When the maximum unwinding diameter is less than 48″, you can choose a 3″ air shaft or more than 6″;
- When the unwinding diamter is 48″ or more, a 6″ or 12″ air shaft can be selected;
- If it is mainly used to print ≥200gsm cardboard, it is recommended to choose a 6″ air shaft or bigger, or a 3″ mandrel and a 6″ mandrel sleeve, which can take into account both the 3″ and 6″ paper rolls.
There is also a shaftless type large diameter unwinding device for choice.
The unwinding device includes a tension control system, paper splicing unit, and electronic web guiding system are also standard configurations in many machines.
Regarding the web guiding:
- When the material is not transparent during printing, the photoelectric sensor web guiding can be used;
- When printing transparent plastic film, an ultrasonic-sensing web guiding should be used.
- Printing unit
The number of printing color sets is customized according to customer requirements.
The more mature printing machine has a second set of the tension control system in the printing part, and the printing process constant tension is maintained through the tension-sensing roller and the floating tension roller action.
On the printing unit, whether the job can be replaced quickly or not has an impact on the printing process efficiency.
Therefore, there should be a quick ink change system, which can quickly replace the anilox roller and the impression cylinder.
Due to the difference in the main transmission system design, some models adopt a 360″ adjustable gearbox, electric registration can be realized.
An automatic registration system can be instaleed.
- Drying system
Under normal circumstances, there are two options: hot air drying, infrared drying.
The most common and effective drying method is hot air drying.
- Die-cutting unit
It is usually equipped with 3 standard die-cutting stations, and there are also 4 die-cutting stations to complete embossing, longitudinal cutting, and sheeting.
- Waste discharging
It is used to roll up the waste edges discharged after die-cutting.
Generally, the rewinding diameter is 24″, and the air shaft is 3″.
It can also be equipped with a second waste winding shaft.
- Rewinding unit
Generally, the winding diameter is smaller than the unwinding diameter, usually, 30″ or 40″.
And a set of 3rd winding can also be added to the standard configuration.
If printing self-adhesive products, the double winding is always available.
The air shaft selection can refer to the unwinding unit and printing business requirements.
A winding diameter of 40″ or more is rarely required, so a 3″ air shaft is the most common configuration.
Since the flexographic printing machine is known for its comprehensive processing capabilities, many devices can be added to the machine to complete special functions.
Common options are:
- Non-stop paper splicing unit
The non-stop paper splicing device can be selected in thick paper printing, which can realize continuous operation due to frequent paper roll replacement and reduce the working downtime.
After the non-stop paper splicing is used, a non-stop rewinding unit needs to be installed.
The non-stop splicing unit is usually 60″ in unwinding diameter, but 72″ in unwinding diameter can also be selected.
There are two ways to choose the paper splicing method: overlap joint and butt joint.
The overlap joint method is used for printing thin paper;
And the butt joint method must be selected for printing thick paper.
6″ and 12″ air expansion shafts are commonly used.
Non-stop paper splicing unit can usually be equipped with:
Roll break detection;
Roll lifting device;
Roll spreading device;
12″ mandrel conversion device;
Electric paper storage device.
- Corona treatment device
When printing plastic film or aluminum foil, it is necessary to select a corona treatment device to enhance the substrate surface’s ink holding capacity.
There are three types:
Special for the plastic film;
Special for aluminum foil;
Plastic film and aluminum foil amphibious.
And there are double-sided corona treatment and single-sided corona treatment.
- Dust removal device
When the substrate surface carries dust or the paper loses powder and lint, the paper dust removal device can be selected.
And the dust and paper lint on the front or back of the paper is removed through the static elimination and dust suction device.
There are two options:
Single-sided paper dust removal;
Double-sided paper dust removal.
- Manual de-curling device
When it is necessary to spread the paper that is excessively curled due to its proximity to the core, a de-curling device can usually be installed before the web guiding device to reduce the product curling after cutting.
- Turning device
When printing on the substrate’s both sides is required, a turning device is essential.
The flexographic printing press turning device can usually be installed on any printing unit as required.
- Ink pump
Based on experience, when it is necessary to add more than 0.5 gallons of ink during the printing process, it is necessary to install an ink pump.
It is best used in conjunction with a doctor blade chamber.
- Doctor blade chamber
The optional doctor blade chamber requires an ink pump.
- Peeling/composite device
When it is necessary to print on the back of the self-adhesive paper (glued side), a peeling and composite device is required, and it needs to be used in conjunction with a turning device to complete the two-sided self-adhesive paper printing.
The working principle is:
when the paper is fed, the top paper is down, and the peeling device separates the bottom paper from the top paper.
At this time, the glue side of the top paper enters the printing unit.
After the glue side is printed, the composite device presses the top paper and the bottom paper.
Turn the front side of the top paper up through the turning device, and then print the front side of the top paper.
- Screen printing unit
The screen printing unit should be used when printing patterns with a certain thickness of scratch-off masking ink, self-text, or matte effect.
For convenience, a fast-moving track system should be used to quickly move the screen printing unit to any flexo printing unit.
Since the flexographic printing machine’s rotary screen printing unit uses a cylindrical printing plate made of nickel metal, special plate-making equipment, and plate-washing equipment are also required.
In addition, in order to increase the screen printing inks drying speed to synchronize with flexographic printing presses, most users use UV inks.
Therefore, a dedicated UV drying system for this screen printing unit is also required.
- Automatic registration system
It is divided into two parts: printing to printing and printing to die-cutting.
You can adjust the longitudinal automatic registration of the printing part or the die-cutting part by tracking the color mark during the printing process.
On some models, automatic registration is standard.
An automatic registration system cannot be installed on models that cannot be adjusted 360 degrees.
In particular, it should be pointed out that in foreign countries, due to the stability of flexographic printing presses and the high price of automatic registration systems, users rarely use them.
- UV device
It can be used for UV coating and printing UV ink.
When used for UV coating, it is installed on the last set of printing units and is also equipped with a hot air drying system or an infrared drying system.
When UV coating is not used, it can also be used for printing ordinary ink;
The UV device can also be installed on all printing units and is specially used for UV ink printing;
And it can also be installed with a drying system for printing ordinary ink and assembled into a UV and ordinary ink dual-purpose printer.
- Laminating device
It is used for the composite cold-pressing pre-coating film on the substrate, and it needs to be used in conjunction with the waste rewinding shaft, and the rewinding shaft is used as the unwinding shaft for composite.
- Pneumatic slitting knife
Optional when the substrate needs to be slit longitudinally.
Installed on the die-cutting station, the number of slitting knives can be determined according to needs.
If it is the 16″ model, it generally can install up to 10 knives, the pneumatic slitting knives are generally pressure-cutting.
If there is a requirement for the edge smoothness after slitting, it is recommended to choose a shear cutter or a razor cutter.
- Delivery converyor
When the rewinding method is not used for the paper collecting after printing and die-cutting, the delivery conveyor should be selected, and its length can be customized as required.
Usually, the delivery conveyor is equipped with a batch counter with batch counting function;
And the conveyor speed can be adjusted.
- Fan folding drive
When the printed substrate needs to be fan-folded, a fan-folding drive needs to be installed.
- Hoisting device
Installed above the die-cutting station, used for hoisting the die-cutting roller.
If the selected model unwinding width is relatively large, the die-cutting tool should be equipped.
Some models should be equipped with two sets of lifting devices.
Because the distance between the 1st and last set of die-cutting stations is long.
- Image inspection system
It’s used to observe the printing quality during the printing process.
The camera lens with a strobe light synchronized with the printing is generally installed in front of the die-cutting station after the printing unit.
The image detection system’s functions of different models are slightly different.
Mainly include:
Whether it has horizontal automatic scanning function;
Whether its display screen has image segmentation function;
Whether it has image memory function;
Whether it can be remotely operated;
The lens resolution;
The image magnification, etc.
- Die-cutting pressure gauge and bridge plate
When adjusting the die-cutting pressure, you can read the pressure value through the pressure gauge to achieve precise adjustment.
Protect the die-cutting tool to extend its service life.
- The paper break detection device
It can be installed at the paper feeding part, and it will stop automatically when the paper breaks.
And it can also be installed in the waste discharging position, when the waste edge breaks, it will automatically stop.
In order to avoid paper waste and machine downtime caused by failure to stop in time, it should be selected when printing easily broken materials.
- Vacuum waste suction device
When it is equipped with non-stop paper splicing, it is recommended to select a vacuum waste suction device to realize the automatic discharging of die-cut waste edges.
If the substrate is thicker paper, you should also choose a shredding system to break the waste edge first, and then discharge it.
Since the vacuum pump is noisy and loud, it must be installed separately from the printing machine.
- Hot stamping unit
It can be installed on any printing unit, but it will affect the printing speed.
Due to the continuous operation mode, the anodized aluminum cannot skip steps, so the anodized aluminum wastes a lot.
- Impression cylinder
When using one machine to print both extremely thick and extremely thin materials, another set of impression cylinders should be equipped.
Note that the two sets of rollers cannot be mixed, and the sequence from the first unit cannot be disturbed.
- Plate mounting machine
Although the plate mounting machine is not a part of the printing press, it is indispensable.
Such a machine’s unwinding width and functions are different.
There are roughly 3 types:
One is the easiest, to control the plate precision by visual inspection;
The other is a magnifying lens with a cross line to observe the plate sides;
The 3rd is a camera lens and a display screen.
Observe the cross line position through the display screen to control the plate accuracy.
Although the above configuration is common, but do not seek perfection.
The principle of selecting the configuration should be sufficient.
Choose carefully according to the process.
Some configurations are not used temporarily and can be matched or not.
It is recommended not to match it first, and then match it when it is used in the future.
In addition, some tools and materials should be purchased with the machine.
Such as:
Plate cylinder
Die cutter roller
Anilox roller
Doctor blade
Knife sponge
Double-sided tape for plate mounting
However, the printing plate cylinder, die cutter roller and anilox roller’s technical parameters depend on the specific product conditions required by the user.
- 4. Brand
To choose flexographic printing machine brands, the main points to consider:
The manufacturer should have manufactured flexographic printing presses for many years and have rich experience;
The brand’s high market share indicates it is recognized by users;
There are more models or styles to choose from;
Although users only need 1 type of machine, more models prove the manufacturer’s design ability;
Strong strength and a certain production scale, so that repair parts can still be provided after a few years;
Large equipment output and good product interchangeability;
All the machine parts are numbered for easy maintenance and replacement in the future.
Small flexo printing machine
A Chinese supplier provides a small single color 400mm width flexo printing machine.
The price is 10,000.00RMB (USD$1,550.00)/set;
Another supplier also produced a small single-color 280mm width flexo printing machine, quoting 35,000RMB (USD$5,426.00)/set.
If you want to purchase this kind of small flexo printing machine, you can contact us on this website, we will recommend these small flexo printing machine suppliers to you.
UV flexo printing machine
There are 3 types of continuous paper flexographic printing machines:
- Inline flexo printing machine
- Stack flexo printing machine
- CI flexo printing machine
At present, China’s self-produced and imported flexographic printing presses are all equipped with UV curing systems.
- 1. The inline flexographic printing machine’s structural characteristics
The inline flexo printing machine’s each unit is an independent unit, and each unit is independently installed, 1 unit can be replaced at will without affecting the others.
For example, a rotary offset printing press, embossing printing press, or rotary screen printing press can be placed in a certain unit position to form a multifunctional printing press.
This is how the award-winning invoice printing unit is combined.
Each unit has a set of drying systems, including hot air drying and UV curing equipment.
The UV curing equipment is installed on the outside of the machine, and the hot air drying box can be placed higher to increase the drying area.
The disadvantage is that the paper path is long, it is easy to deviate, and a web guiding device is required.
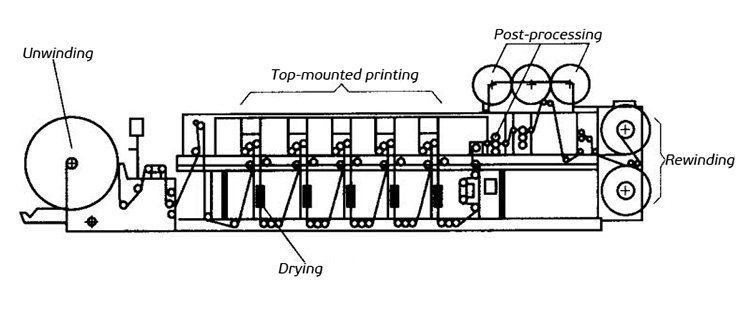
- 2. Stack flexographic printing machine’s structural features
The stack flexographic printing machine combines multiple independent printing units layer by layer.
The printing units are arranged up and down, with a compact structure and small footprint.
Its structure is convenient for operations, such as paper threading, plate mounting, roller installation, and ink roller cleaning.
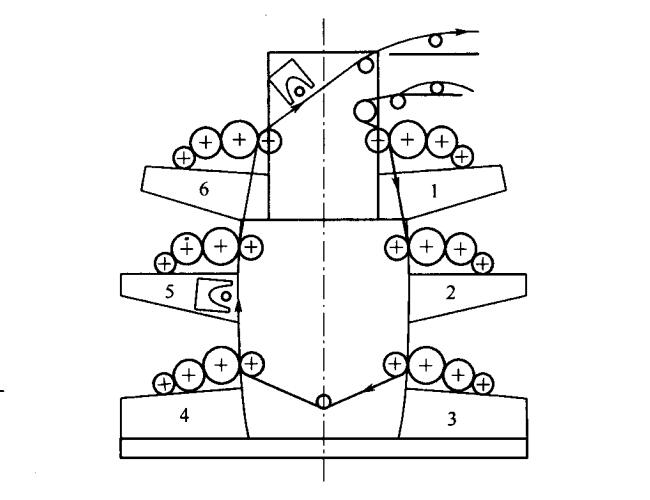
- 3. CI flexo printing machine’s structural features
The CI flexo printing machine’s printing units surround the same impression cylinder, the paper path is short, and it is not easy to run off.
The pressure roller has a hollow core, which can be filled with cooling water, and it is not easy to deform when printing plastic films that are not resistant to high temperatures.
Due to the close distance between the printing units, the installation space of the drying box and the UV curing equipment is narrow.
Generally, a hot air drying box is used, while the UV curing equipment is cooled by water.
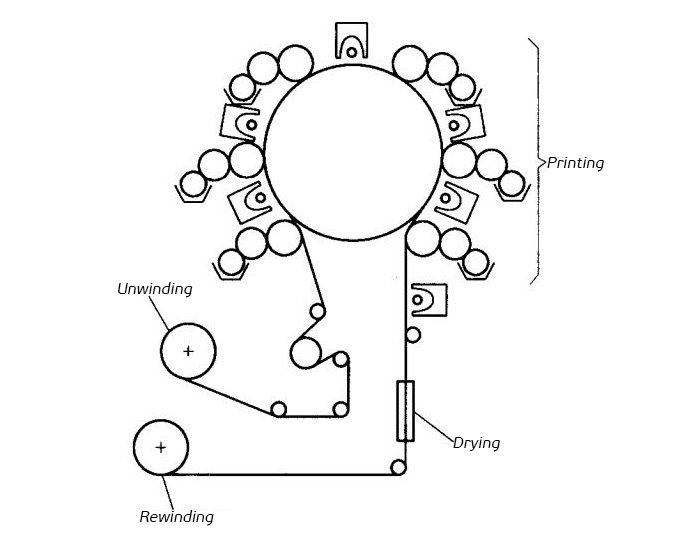
Flexo Printing Machine Suppliers
Flexographic printing machine/press manufacturers
On the directindustry and flexoglobal websites, you can systematically view the flexo printing machine and related accessory suppliers.
The following pictures show some of the flexo printing machine suppliers listed on the directindustry website.
Narrow web flexo press manufacturers
The main application of small narrow web press is label and packaging printing.
The pressure of competition in the retail sector is fierce, and fierce competition has prompted retailers to promote more sophisticated labels and packaging to attract consumers’ attention.
Narrow web printing mainly adopts flexographic printing.
Many suppliers in the Chinese market are working hard to develop more advanced narrow web flexographic printing machines to meet consumers’ higher requirements for delicate labels and packaging.
Wide web flexo press manufacturers
In October 2008, Chinese suppliers developed 2m width CI flexographic printing presses.
At that time, more than 80 new and old users from all over China were enthusiastically watching this machine’s live demonstration.
It is developed by Xi’an Aerospace Huayang Printing and Packaging Equipment Co., Ltd.

After the power-on instruction was issued, the equipment was running smoothly at high speed, and the color registration was accurate.
The 2m width white paper web instantly turned into an ingenious and exquisite pattern, the experts and users who watched on the spot praised it.
So far, China’s first super-large CI flexographic printing press with the world’s advanced level has been successfully demonstrated.
At that time, the machine not only set the 1st place in China with a printing speed of 300m/min but also broke the monopoly by foreign equipment.
In addition, this machine has also filled the gap of domestically produced super large flexographic printing presses, making the domestically produced super large flexographic printing presses have entered the era of high technology, high performance, and high efficiency.
Flexographic Printing Companies
Flexographic printing companies in USA
I have successfully found out that thomasnet website has listed out flexograhic printing companies, some of these companies are shown in the following photo:
Flexo printing companies in India
It is easier to find flexo printing companies in India, many flexo printing companies are listed on IndiaMART and tradeindia websites.
Some Indian flexo printing companies are shown in the following photos:
Top flexographic printing companies
According to imprintnext website’s research, they have selected the 10 best label flexo printing machines, it is shown in the following table:
Flexographic ink manufacturers
Many flexographic ink manufacturers are famous in China, such as:
- Zhongshan Zhongyi Ink & Paint Co.,Ltd
- Zhongshan Hengmei Ink
- Zhenghong Zhon Ink
- Bauhinia Group’s core business is coatings, inks, solvents, and lubricants.
- Shanghai Peony Ink Co., Ltd.
- AIA, the company is a modern scientific research enterprise specializing in R&D and sales of environmentally friendly silk screen printing, and coatings.
- Shenzhen RongDa Photosensitive Science & Technology Co., Ltd.
- Dolby Ink Co., Ltd. Shenzhen Branch is a professional sales company for screen printing inks, touch screen inks, and other products.
Flexo sleeves manufacturers
As people’s living standards are getting higher and higher, the quality requirements are getting higher and higher.
Of course, more and more attention is paid to environmental protection issues, and China has successively issued various environmental protection regulations and requirements.
Under such a background, the greener flexographic printing technology is developing rapidly.
In the packaging and printing field, what is the development prospect of flexographic printing technology?
With the increasing demand for environmental protection and the requirements of brand owners, more and more gravure printing manufacturers have begun to seek more environmentally friendly packaging printing solutions, such as flexographic printing.
Currently, the printing market in Asia is full of vitality and huge potential.
For the majority of label printing companies, digital printing, hybrid printing, and flexographic printing are the three choices.
Among them, the potential and prospects of flexographic printing are undoubtedly the most concerned.
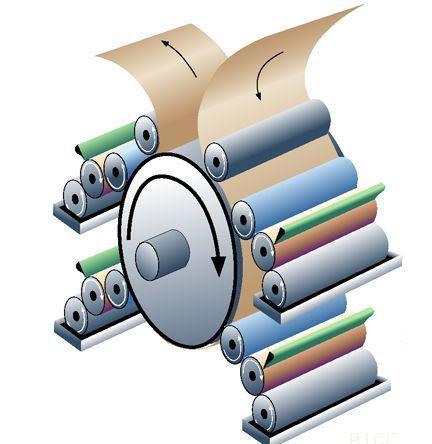
Polyurethane sleeve
Flexographic printing is a direct printing method that uses an elastic raised image printing plate.
During printing, the printing plate firmly adheres to the printing plate cylinder surface, and ink is supplied to the printing plate by means of a metal anilox roller with engraved mesh.
Because the flexo plate has great flexibility, it can transfer liquid or grease ink to almost all types of materials.
At present, flexographic printing has become the fastest-growing process in the printing process, especially in the packaging field.
There are generally 4 types of printing plates:
- Letterpress
- Lithography
- Gravure
- Hole
So, what are the advantages of sleeve technology in flexographic printing?
- 1. The sleeve is light in weight, easy to install and unload, and the sleeve can be replaced easily by hand.
It greatly reduces the operator labor intensity and can meet the needs of the printing factory for fast, flexible, and personalized production.
- 2. The required printing circumference can be changed by using different thickness sleeves.
In other words, only 1 type of outer diameter air bearing roller can meet the needs of different printing circumferences in a wide range and has a high flexibility degree.
For example, with 10mm and 70mm wall thickness sleeves, the printing circumferences difference is nearly 400mm.
- 3. The sleeve has a small footprint and is easy to store.
It is made of special crafts and materials, with high precision and long service life.
- 4. The rapid development of flexographic printing technology has led to the advancement of many new processes and technologies, and sleeve technology is one of them.
Since its birth, this technology has been favored by users and its applications have become more and more extensive.
Judging from the current situation, sleeve technology will continue to maintain a good development trend.
The two companies Rotec and LASERLTFE are world-renowned flexographic printing sleeve manufacturers.
They provide a large number of high-quality sleeve products and perfect technical services for flexographic printing plants around the world.
They have a high reputation in the industry.
- 5. The sleeve system can reduce production and transportation costs, and the cost is low.
Since its introduction, it has been favored by the majority of flexographic printing houses, and to a large extent promoted the rapid development of flexographic printing technology.
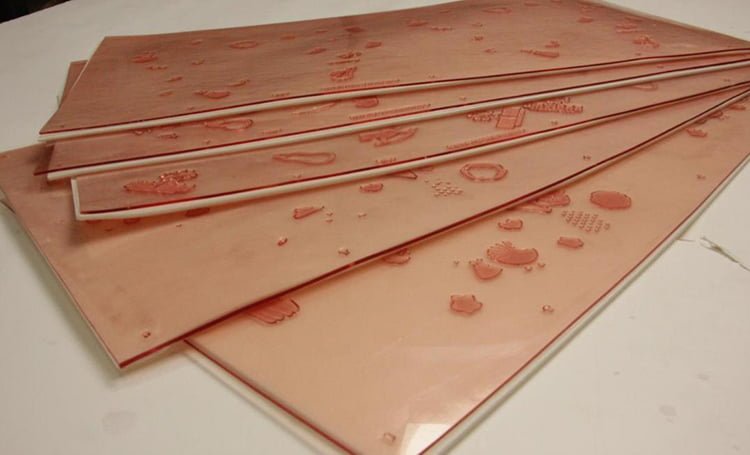
Polyurethane printing plate
After sleeve technology is applied to flexographic printing, it makes “replacement work” easier and faster.
Therefore, it is undoubtedly possible to reduce costs and save costs.
According to different uses, sleeves can be divided into the following types:
1. Rubber and polyurethane sleeves.
They are mainly used for printing, especially for continuous stationery printing;
If this type of sleeve is not exposed to image processing, it can be used for coating, varnishing, and printing on full point areas.
2. The surface is sprayed with ceramic coating, and the sleeve is made by engraving process, which is also the anilox roller used in flexographic printing.
3. The sleeve as the printing plate cylinder must be unexposed.
4. The adaptor sleeve.
The adaptor sleeve’s main function is to increase the diameter of the roller body and the support shaft.
5. The rubber roller on the offset press, the impression cylinder in the gravure press, and the composite equipment, and the coating roller used in the coating section are also sleeves and can be classified as one category.
6. The thin metal sleeve is made of nickel.
The length of repeated printing can be unlimited, but it is not suitable for thin-plate technology.
Flexo Printing Machine Price
- Flexo printing machine price in Pakistan
- Flexo printing machine price in India
- 6 colour flexo printing machine price
- 4 colour flexo printing machine price India
- 2 color flexo printing machine price
- CI flexo printing machine price
- Mini flexo printing machine price
- Flexo label printing machine price
- Polygraph flexo printing machine price
- Flexo printing machine China
Flexo printing machine price in Pakistan
The following photo shows 1 flexo printing machine’s price in Pakistan, you can check it for reference.
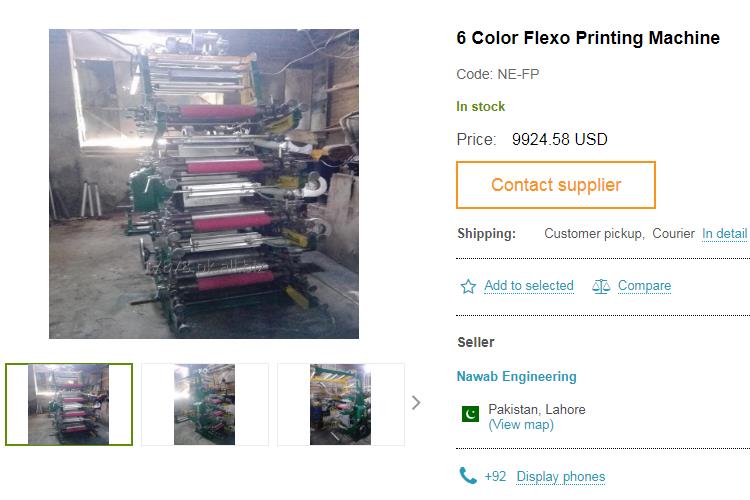
Flexo printing machine price in India
The following photo shows 1 flexo printing machine’s price in India, you can check it for reference.
6 colour flexo printing machine price
6 colour flexo printing machine price is 10.50 Lakh/set in India, equals to USD$13708/set.
4 colour flexo printing machine price India
4 colour flexo printing machine price in India is shown in the following photo.

2 color flexo printing machine price
The following photos indicate the 2 color flexo printing machine’s price.


CI flexo printing machine price
CI flexo printing machine price is shown in the below photos:
Mini flexo printing machine price
In China, there is a supplier that can offer a USD$1,580 mini flexo printing machine.
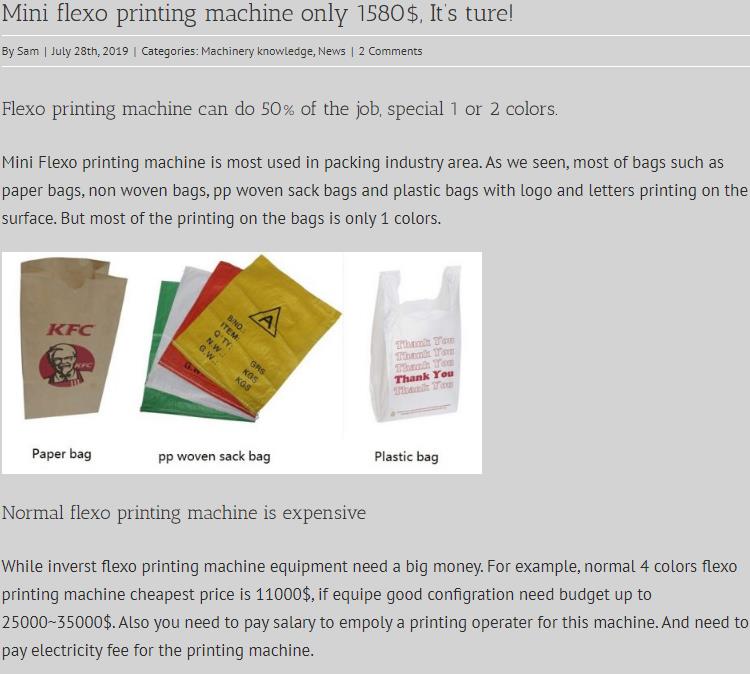
Flexo label printing machine price
Flexo label printing machine price is displayed in the following photo.
Polygraph flexo printing machine price
Polygraph is an Indian brand name, their main business is printing machine, lamination machine, inspection machine.
All their machines are made in India, if you are located in India, you can visit their factory for reference.
Flexo printing machine China
There are many China flexo printing machines that are exported to different foreign countries, the following photo lists some of them.
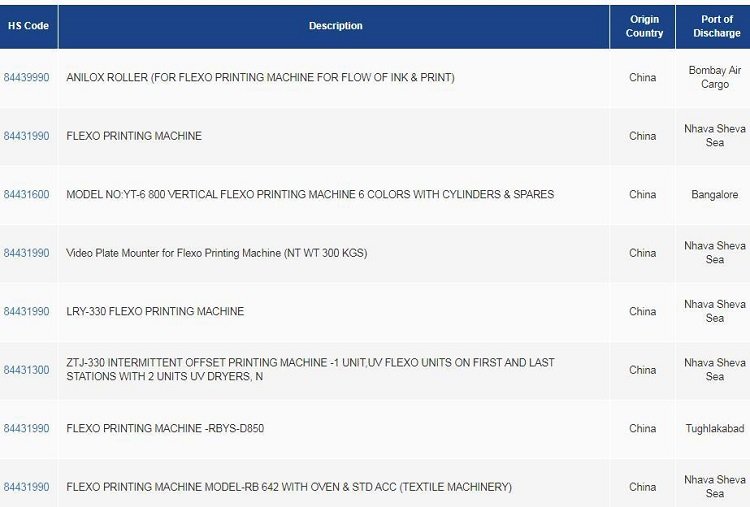
Flexographic Printing Plates
- What is a flexographic plate?
- Flexographic printing plates HS code
- What best describes a flexographic printing plate?
- Flexo plate material
- Flexo plate making process PDF
- Flexo plate making machine/makers
- Photopolymer plates/flexographic printing plates suppliers
- Flexographic printing plates price
- Flexo plate mounting
- Flexo plate mounting tape
What is a flexographic plate?
The plates used in flexographic printing are flexographic plates.
Now the most used corrugated box printing is rubber plate, flexible photosensitive resin plate, and the most used label printing plate is the thin flexible photosensitive resin plate.
There are three main types of flexographic plates:
- Rubber plates
- Liquid photosensitive resin plates
- Solid photosensitive resin plates
According to the statistics of European and American market shares, the rubber plates and liquid photosensitive resin plates’ market share is relatively small, accounting for about 15%, and they are mainly used for simple printing jobs.
The printing plate made of liquid photosensitive resin can be used for corrugated boxes and some newspaper printing.
Rubber plates are often used for printing jobs that have special requirements for the plates’ solvent resistance.
Solid photosensitive resin plates, which account for more than 85% of the entire plate market, are the mainstream applications in the flexographic world today.
In the field of packaging printing, its printing quality is comparable to offset printing and gravure printing.
One of flexographic printing’s main features is the wide range of substrate compatibility.
It can print plastic films, trademarks, folding cartons, beverage boxes, corrugated cardboard, cardboard, kraft paper, etc., and varnish offset printing.
Different printing products need to be realized by different flexible plates.
Flexographic printing plates HS code
According to the results of the China Customs HS code query website, the HS code of flexographic printing plates is 84439100.
What best describes a flexographic printing plate?
Flexo refers to the printing plate used in flexographic printing.
In flexographic printing, rubber letterpress was mainly used before the 1960s, and the printing plate was obtained by engraving rubber or rubber molding.
Since the 1980s, photosensitive resin plates with high rubber elasticity and high resolution have been mainly used.
In modern flexographic printing, the earliest resin plate was introduced in the late 1950s.
However, the flexible resin plate with real photosensitive properties only began to be used in the mid-1970s.
Since then, various types of flexible photosensitive resin plates have developed rapidly.
In Shanghai, Henan, Tianjin, Beijing, and other places, research and production projects of flexible plate materials have been successively carried out.
These plates are divided into hard plates and soft plates.
The hard plate is suitable for the corrugated paper pre-printing, beverage boxes, folding cartons, films, trademarks, envelopes, flexible packaging, and others;
The soft plate is suitable for the printing of multi-layer paper bags, corrugated cardboard direct printing, kraft paper, thick cardboard, and others.
So what is special about flexographic plates among many plates?
In the printing process, the printing plates used in offset printing, gravure printing, and traditional letterpress printing are all made of metal or hard plastic.
The flexographic plate is soft and has good elasticity, which makes the flexographic plate material unique in the printing process.
First, the flexographic plate is a soft and elastic photosensitive resin material, which is unique in the printing process.
After the plate is made, it becomes a letterpress plate, which can be inked on the plate surface during printing and can be directly transferred to the substrate.
Such transfer printing is the most direct and simple method in the printing process, and it is easy to be mastered and accepted by people.
Secondly, because the flexo plate is soft and flexible, it can adapt to various soft and hard printing jobs during the printing process.
For example: Although there are corrugated traces on the corrugated cardboard surface, and the plastic film is light and soft, it can be printed directly, which is unmatched by other printing methods.
Furthermore, after using the photosensitive resin plate, its plate making becomes convenient and cheap, especially after the flexible plate material can be directly made with CTP.
High-precision and high-quality printed matter can also be obtained, which can better meet society’s needs.
In recent years, flexographic technology has developed rapidly in the printing of corrugated cardboard boxes, playing cards, paper towels, napkins, toothpaste, and cosmetics, which is bound to drive flexographic printing development.
With the promotion of printing technology, flexographic plates will surely achieve greater success.
Flexo plate material
The flexographic plate is a photopolymer mainly made of high molecular elastomer materials.
It can be used in plastic printing (food packaging bags, etc.), labels, cartons, stickers, corrugated packaging boxes, books and newspapers, etc., various printing products.
It is suitable for printing with water-soluble and alcohol-soluble inks, pollution-free, and environmentally friendly products.
Its long shelf life makes it the most ideal packaging and printing material.
The main characteristics of flexographic plates are strong elasticity and softness, and good ink transfer performance.
Commonly used flexographic plates are natural rubber and polymer photosensitive resin plates.
Flexo plate making process PDF
When the photosensitive resin plate is irradiated by ultraviolet light, the initiator first decomposes to generate free radicals.
Then the free radicals immediately undergo an addition reaction with the unsaturated monomers’ double bonds to initiate polymerization and cross-linking reactions, so that the visible parts (Figure Text part) polymer materials become insoluble substances;
However, the unseen part (non-graphic part) still maintains the original solubility, and the corresponding solvent can be used to dissolve the photosensitive resin in the unseen part, while the visible part remains to form a letterpress image.
The resin plate making process includes a solid photosensitive resin plate making process and a liquid photosensitive resin plate making process.
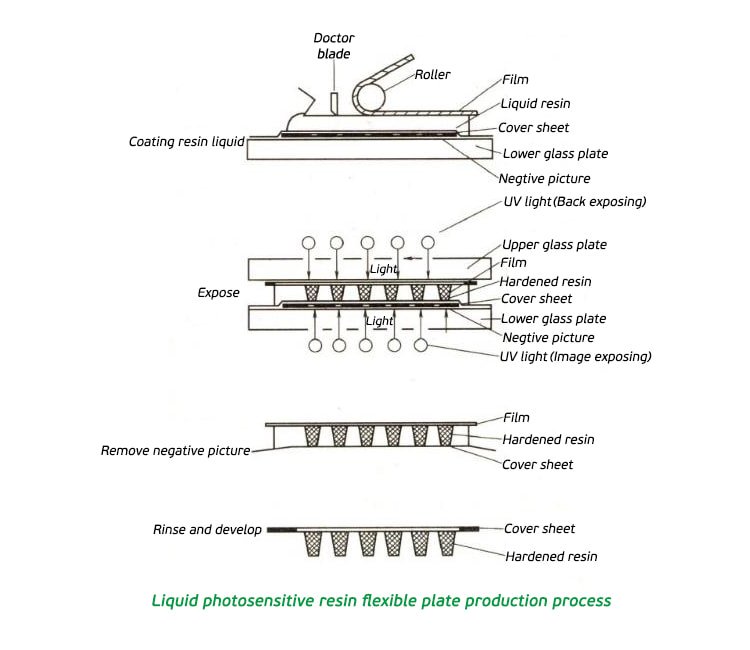
The flexographic plate making process PDF we made contains dozens of pages.
If you really need it, you can leave us a message on this website and leave your email address.
We will contact you as soon as possible and send the PDF file to you.
Flexo plate making machine/makers
- 1. Many customers who are concerned about flexographic plate making machines ask, is Kodak’s proprietary technology for flat-top dots?
The flat-top dot technology was first proposed by Kodak, but it is not unique to Kodak.
Xeikon can also be used with Flint, DuPont, and other plates through exposure to realize, but it cannot be used with Kodak plates as flat-top dots.
- 2. What is the impact of flat-top dots on printing quality?
Flat-top dots are helpful to the printing quality improvement.
Whether to build flat-top dots depends on the customers and jobs’ needs, and cannot be generalized.
- 3. What is the impact of flat-top dots on printing durability?
The printing durability is determined by many comprehensive factors, such as plate material, printing process, printing conditions, and so on.
Flat-top dots are effective in improving the printing durability.
However, flat-top dots can increase printing durability by 3 times.
We have consulted several of the world’s most important resin plate manufacturers (except Kodak), but they don’t think so.
- 4. What’s the difference between Xeikon, Kodak, and Esko equipment?
From the perspective of the equipment, laser imaging, and plate-making process, the above 3 mainstream products occupy the top 3 global market shares, their products have no gap in product maturity and technology.
In terms of third-party software, laser configuration, precision configuration, positioning system, auxiliary functions, plate applicability, post-processing support, etc., you need to analyze according to your budget, requirements.
- 5. What is the difference between the foreign and the domestic flexo plate making machine?
The gap in product quality is inevitable, but this is determined by the overall industry.
In addition, the domestic equipment history is very short, and it is inevitable to be immature.
The gap is mainly reflected in accuracy, stability, maintenance rate, and service life.
There are also technologies that domestic equipment cannot do, such as the vital surface microporous screen technology.
Surface microporous technology can fully increase the ink amount and at the same time improve the printing quality.
- 6. What is the current status of domestic plates?
There is a certain gap between the plates represented by Huaguang and the imported plates, but they will mature very quickly.
As optimistic about the prospects of flexographic printing, many companies are doing research and development and production preparations for flexographic and resin plates.
Photopolymer plates/flexographic printing plates suppliers
On the packaging impressions website, flexographic printing plates suppliers are listed:
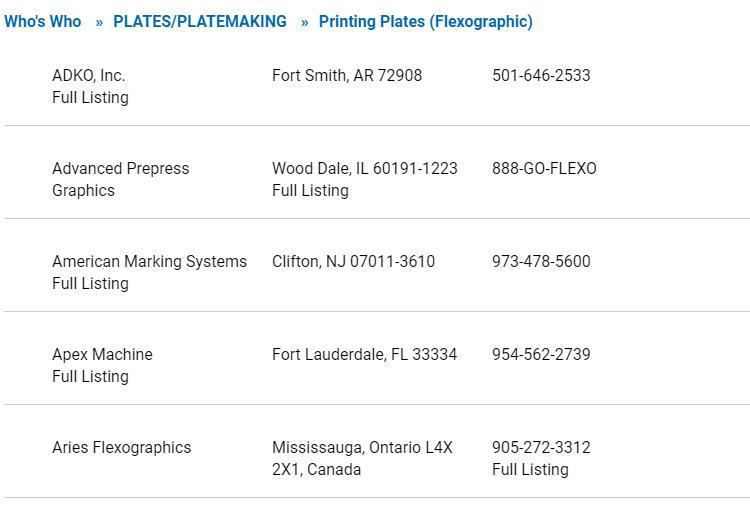
Flexographic printing plates price
If you have your own flexographic plate making machine, you can purchase a flexo base plate from BASF in Germany.
The price is RMB 245 per sheet in the Chinese market.
If the purchased quantity exceeds 15 sheets, it is RMB 230 per sheet.
If you want to purchase ready-made flexographic printing plates, you need to contact the flexographic plate supplier directly.
The flexographic plate supplier can use a high-quality CTP plate making machine to make plates for you, and someone will design them for you.

Flexo plate mounting
There are 2 plate mounting methods for traditional flexographic printing machines.
1 is to use double-sided tape to stick the flexographic printing plate on the plate cylinder;
Another type of printing plate is sleeve-shaped and is directly covered on the plate cylinder.
If the 1st plate mounting method is adopted, the cost of the double-sided tape is higher, and the plate loading accuracy depends on the plate mounting operator’s experience;
If the 2nd method is adopted, the printing plate and the plate cylinder must be adapted and customized, and the accuracy is difficult to guarantee.
In the above-mentioned 2 plate mounting methods, the plate cylinder can only be installed after the plate cylinder is removed, so the plate mounting efficiency is low.
In order to overcome the current technology’s defects, a method for installing the printing plate on a flexographic printing machine is now provided, which can greatly improve the efficiency and accuracy of plate installation.
One of the methods is that the flexographic printing machine’s printing plate includes a substrate made of resin material and engraved with graphics and text on one side, and the substrate width is adapted to the plate cylinder’s length.
So the substrate length is adapted to the plate cylinder’s outer surface circumference.
The printing plate also includes 2 metal hanging edges respectively connected to both ends of the substrate, and the 2 metal hanging edges’ length is the same as the substrate width.
In addition, the 2 metal hanging edges are both a bent plate with a fixed surface and a mounting surface.
The 2 metal hanging edges’ fixing surfaces are respectively fixed on the substrate’s 2 edge surfaces.
The 1st metal hanging edge’s fixing surface is located at one end of the substrate, and the included angle α with the mounting surface is an acute angle;
The 2nd metal hanging edge’s fixing surface is located at the other end of the substrate, and the included angle β with the mounting surface is an obtuse angle;
The first metal hanging edge and the second metal hanging edge’s installation surfaces are provided with a positioning slot in the center of the free end length;
A plurality of positioning holes is respectively provided on the first metal hanging edge and the second metal hanging edge’s mounting surfaces.
For the flexographic printing machine’s plate, the angle α between the fixing surface of the first metal hanging edge and the mounting surface is 55°, and the angle β between the fixing surface of the second metal hanging edge and the mounting surface is 140°.
Wherein, the fixing surfaces of the two metal hanging edges are respectively fixed on the substrate graphic surface by an adhesive.
Flexo plate mounting tape
Plate mounting tape is a double-sided tape that plays 2 main roles in flexo printing:
- 1. Fix the printing plate on the plate roller or its sleeve to prevent the printing plate from lifting or shifting during the printing process and ensure the normal progress of the printing process;
- 2. By selecting the tape foam core material density, the printing pressure can be finely controlled to match the printing plate graphic design and improve the printing effect.
At present, the common adhesive tapes in China are TESA (Tessa), 3M, Lohmann, and SCAPA.
The common thickness is 0.1mm/0.38mm/0.5mm/1.5mm, according to printing requirements, you can choose neutral/soft/super soft and super hard.
Personal experience:
It is recommended to use TESA for narrow web machines (stack machines/Donghang/Omet/Ekofa/Olger/Marc Andy, etc.).
The common models are TESA52015/52017 (0.38mm), TESA4963 (0.1mm).
Advantages:
Good glue ability, not easy to warp, strong reusability, good stability, and affordable price.
Disadvantages:
It is not easy to tear the plate, and it is easy to produce bubbles when the wide web machine is not well fitted.
3M mounting tape, common specifications are 3M1015/1115/1020/411DL.
Advantages:
Easy to tear the plate, good stability, and the 3M-E1015H tape is not easy to generate bubbles when applied on wide web machines and sleeves, which effectively ensures printing quality.
Disadvantages:
Easy to warp the plate and poor adhesion, low reuse rate.
The common Roman tape on the market is 0.2mm, which is suitable for letterpress label printing (oblique/rotary).
It will not produce bubbles when sticking to the plate, and there is no residue when unloading.
It has high-temperature resistance and can avoid the printing plate shifting or warping problems caused by plate roller heating in high-speed rotation.
Application notes:
For foam type sticking tapes, the sticking effect depends on every step in the sticking process.
The correct use of sticking tapes can significantly improve the flexo printing quality.
Therefore, when varnishing, the following points should be paid attention to when using foam-type mounting tape.
- (1) Temperature has a great influence on the use of the mounting tape.
So all operations on the mounting tape should be carried out at room temperature to avoid affecting the mounting tape adhesion due to temperature.
- (2) Before mounting, the printing plate surface and the printing cylinder (or the mounting sleeve) should be kept clean.
This is because dirt, rust, the ink will damage the plate mounting tape adhesion, resulting in poor printing plate adhesion and plate warping.
It is advisable to use high-concentration alcohol when cleaning the printing plate and the mounting sleeve, because other chemical solvents may cause corrosion to the printing plate and the mounting sleeve.
- (3) When mounting the plate, the mounting tape area should be greater than the printing plate area.
That is, the mounting tape edge should be larger than the printing plate edge, which can greatly reduce the warping risk.
- (4) When sticking a plate, the printing plate interface should avoid the sticking tape interface.
If the printing plate interface is facing the sticking tape interface, it is easy to cause the printing plate at the interface do not to adhere firmly, and the printing plate may be warped or even fall off.
- (5) When sticking the tape on the plate cylinder or the sleeve surface, it is recommended to use a doctor blade instead of rolling the sticking tape by hand.
The plate tape exerts greater pressure so that the plate tape can better fit the plate cylinder or plate sleeve surface, while effectively avoiding the generation of bubbles.
- (6) After the printing plate is pasted, in order to prevent the ink and solvent from contacting the adhesive on the printing plate’s edge during printing and cleaning, thereby affecting the plate adhesion, a circle of edge banding tape should be affixed around the printing plate.
This can also avoid the warping of the printing plate, and the edge banding tape thickness should be thin.
- (7) When unloading the plate, it is recommended to unload the printing plate slowly and steadily at an angle less than 90° (the tangent angle between the printing plate and the plate cylinder or plate sleeve’s surface), so as to avoid plate wrinkles or rupture.
The slower the demounting speed, the weaker the printing plate peeling strength to the sticking tape;
Conversely, the faster the demounting speed is, the stronger the printing plate peeling strength to the sticking tape is.
When demounting the tape, the method is the same as a demounting plate.
Flexographic Printing Training
Introduction to flexographic printing
Flexography is also often referred to as flexo printing.
This printing method is a printing method in which the ink is transferred to the flexographic plate through the anilox roller, and is printed on the substrate through the flexographic plate.
For flexographic printing, the printing plate generally uses a 1-5mm thickness photosensitive resin plate.
Inks are divided into three categories:
- Water-based inks
- Alcohol-soluble inks
- UV inks
Because the ink used in flexographic printing is green and environmentally friendly, it has been widely used in food packaging printing and has a bright future.
Flexographic printing is a type of letterpress printing.
Flexographic printing, offset printing, gravure printing, and screen printing are the four most common printing methods in the world, each with its own characteristics and its own pros.
In countries with developed printing industries such as Europe and the United States, flexographic printing has developed rapidly.
Packaging printing has changed from gravure and offset printing to flexographic printing.
About 70% of packaging materials use flexographic printing.
In China, with the commodity economy development and the continuous improvement of people’s living standards, the packaging and printing industry is also developing in the direction of high-end, fine, and multi-variety.
However, the market share of offset printing and gravure printing is quite large.
However, flexographic printing started relatively late in China, especially in high-end products printing.
With the continuous application of new technologies, flexographic printing has made great progress, and the product printing quality directly catches up with offset printing and gravure printing and has fairly strong market competitiveness.
How to learn flexo printing
Effectively operate the flexographic printing press to maximize profits.
- 1. Take advantage of flexo printing
Under the market economy, various printing methods have their respective advantages to compete, survive, and develop.
Most lithographic printing machines are high-speed 4-color machines with 15,000 sheets/hour or more, which are very suitable for printing rectangular and square trademarks.
After printing, it is convenient to cut with a paper cutter.
Special-shaped trademarks are now also lithographically printed, and hundreds of them can be die-cut together.
However, some special-shaped trademarks may require embossing, hot stamping, UV coating, or environmental protection, so lithography has no advantage.
Therefore, flexographic printing has the advantages of in-line production, environmental protection, light pressure, wide range substrate compatibility, and cost reduction.
- 2. Efforts to reduce costs
Since the flexographic printing plate is made of non-metallic rubber, it can be compressed and deformed.
This feature is not available in other printing methods.
The printing plate can be compressed and deformed, which has both advantages and disadvantages.
The disadvantages must be overcome and the advantages must be fully utilized in order to seek development in the competition.
Why flexographic printing on woven bags, corrugated paper, and napkins with very rough and uneven surfaces can be printed, but other methods cannot be printed?
Because the flexographic printing plate has the characteristics of softness, compression deformation, and good resilience.
Therefore, the substrate surface smoothness for flexo printing is not required to be high, while the requirements for lithography printing and embossing are high, so the cost can be reduced.
Flexo printing is light pressure printing, which is not available in other printing methods.
The strength of napkin paper is quite low, other printing methods cannot print, but flexo printing can print.
The West still uses flexographic printing.
Among them, the substrates require low strength, which can reduce the weight (52 grams for lithography printing and 40 grams for flexo printing), which can reduce costs.
It is said that flexographic printing saves considerable paper costs every year.
Now web paper is priced in tons.
A decrease in grammage is equal to an increase in length, which is also equal to an increase in trademarks or packaging.
Isn’t this reducing costs?
- 3. Pay attention to the appointment and training of operators
In recent years, flexo printing has been developing, and I also feel the lack of operators and the need to improve the technical level of operators.
The relevant state departments are also concerned about this matter, and it should also attract the attention of industry and business leaders.
In the past, it was advertised that flexographic printing has a simple structure and convenient operation compared to offset printing.
There are 10 to 23 ink rollers for offset printing machines, as well as ink balance, feeder, and ink volume control, which are indeed more complicated than flexographic printing.
However, the flexo printing machine operation also has many unique features, such as printing pressure, tension, quality judgment skills, and familiarity with the principle and plate material operating experience, substrate, ink, anilox roller, double-sided tape, etc.
At present, the inline flexo printing machine design speed is 300m/min.
How to participate in competition when speed is low, speed is a benefit.
If the speed is only 70 m/min-80 m/min, it is too low.
Therefore, business leaders should pay attention to the use and training of operators.
- 4. Care about team spirit
Flexographic printing has not been used for a long time in China, and it is not mature as lithographic and gravure printing.
Although domestic flexo printing workers continue to work hard to explore, it is inevitable that they lack experience, especially the newly launched units, they will encounter more problems.
As the saying goes, the experience is technology.
Due to lack of experience, it will be difficult to solve.
However, some companies’ problems have already been solved.
For example, a company recently contacted our Flexo Printing Branch.
After their products are printed, they are dried in an oven, and the paper will be upturned, users have complaints.
Let’s say:
This problem has been solved by Shanghai Renyin No. 8 Factory, which is to use water on the paper’s back before printing.
Therefore, the companies that have just started flexo printing must exert their team spirit and communicate.
In the past two years, some equipment manufacturers and distributors have contacted plate making, ink, anilox rollers, and other suppliers to provide one-stop service, which is very beneficial to the newly launched flexo printing companies.
We are also happy to see that in the activities we organized, the factory managers communicated with each other and discussed technologies.
Now the Flexo Printing Branch holds a flexo captain training class every year, which is also a good platform.
In addition to participating in the study, the captains can also meet many colleagues, and they can communicate with each other if they encounter problems in the future.
“Offset-to-flexo” and “gravure-to-flexo” also need teamwork to turn it around (this is also a good way to open up the market).
Flexo printing now accounts for a small percentage and needs to promote teamwork.
We have always advocated that the importance of communication will accelerate the flexo printing development and enable everyone to get more benefits.
- 5. Pay attention to plate making supplier and the raw and auxiliary materials
Plate making is directly related to the printing quality.
Don’t be greedy for low plate making fees.
The key is the plate making quality.
Especially for high-demand printed products or screen plates, you must choose a good plate-making supplier.
They will fully consider the plate quality and the printing process or use CTP plate-making, and will not be affected by the low price.
The pros and cons of printing quality often do not lie in equipment or operating techniques.
China’s printing equipment, plate-making equipment, and technical level are not bad, but many printed products are not as good as abroad.
Now some businesses have not realized the importance of packaging and printing quality, and instead of increasing the printing cost, they are constantly reducing prices.
Some printing companies compete for the market by cutting corners and cutting materials to reduce printing costs so that they cannot improve the packaging printing quality.
The original and auxiliary materials should be selected under the premise of ensuring quality.
Now the price of the ink varies greatly, the key is to choose the hue, color density, gloss, and viscosity.
The flexo printing industry must be wary of ruining its market, and as a result, everyone is not good.
Companies that have already applied flexographic printing should continue to work hard to consolidate flexo printing and develop flexo printing business.
They must have dedicated personnel to manage quality and craftsmanship, support the management delivery and operation talents to the industry, and participate in exchanges.
Compared with Europe and the United States in terms of flexo printing, although China can approach the international level in terms of printing quality, there is still a huge gap in terms of quantity and application of high-tech.
Europe and the United States have generally used:
- CTP plate making
- Sleeve plate
- Quick plate change
- Enclosed double doctor blade chamber
- UV ink
- Thin plate
- Automatic paper splicing
- High-performance shaftless, gearless flexo printing machine
We believe that companies will seize the opportunity to develop flexo printing.
Flexographic press operator training
Because the flexo printing machine is a kind of printing equipment, the most common problem encountered by the operator during the operation is the inking device problem.
Here is the training of the inking device.
Inking device composition and function
The flexographic printing machine adopts a short ink path inking system, which is generally composed of an ink fountain, an ink fountain roller, an anilox roller and a doctor blade.
In the flexographic printing machine’s inking device, the most important part is the anilox roller, which is the key to ensuring the short ink path and the flexo printing quality.
The anilox roller’s function is to quantitatively and evenly transfer the required ink to the graphic part on the plate cylinder.
The inking device adjustment
(1)Pressure adjustment between ink fountain roller and anilox roller
The anilox roller controls the ink transfer amount.
If the pressure between the anilox roller and the ink fountain roller is large, the ink transfer volume is small;
On the contrary, the ink transfer amount is large.
When adjusting, it depends on the screen lines number between the substrates and the anilox roller.
Under normal circumstances, when printing small dots and printing text lines, the pressure between the ink fountain roller and the anilox roller should be adjusted to reduce the ink amount and improve the small text clarity;
When printing color blocks and full point, the pressure can be adjusted lower to increase the ink volume to increase the ink layer’s thickness and vividness;
When the printing material has strong ink absorption ability, the pressure should be lower, otherwise, the pressure should be higher;
When the printing area is larger, the pressure should be lower; on the contrary, the pressure should be higher.
(2) Pressure adjustment between the anilox roller and the plate cylinder.
The pressure between the anilox roller and the plate cylinder can also be called the inking pressure, which is used to transfer the ink on the anilox roller to the printing plate, so that the graphics and text on the printing plate get the required amount of ink.
Whether this pressure is correct or not has a lot to do with the printing clarity.
Inking pressure directly affects the increasing rate of dots.
When the pressure is too high, the dots will increase seriously, and the printed text patterns will become thicker, ghosting, and small fonts are blurred.
It can even increase the dots from 10% to 20% in the high-profile part, making the tone level becomes darker and deeper, and the image definition is poor so that more than 60% of the dots appear ghost or become full point;
At the same time, when the pressure is too high, the printing plate endurance will decrease, and it will be easy to pile up ink, which will cause “irregular fatness” deformation defects during printing.
When the inking pressure is too small, the ink from the anilox roller cannot be transferred to the printing plate, and sufficient ink cannot be obtained on the printing plate, failing to meet the printing requirements.
The best printing pressure should be: adjust the pressure at both ends of the anilox roller and the printing plate roller to make them the same size, and make the ink layer on the anilox roller exactly contact the circular cut of the printing plate surface.
(2)Doctor blade adjustment.
In practical applications, if the doctor blade can meet the inking requirements without the use of a doctor blade, the doctor blade can be used to reduce the anilox roller abrasion.
If you need to use a doctor blade, the positive doctor blade will wear less to the anilox roller than the reverse doctor blade, but the reverse doctor blade pressure is smaller than the positive one.
Therefore, in medium and high-speed printing, the pressure of ceramic anilox rollers and closed reverse doctor blades is generally lower than that of the positive direction.
In actual use, you must also pay attention to the doctor blade installation angle and the contact pressure of the anilox roller, and to choose the thickness of the doctor blade, the doctor blade shape and material.
In flexographic printing, the reverse doctor blade installation angle is generally 30-40 degrees of the tangent line.
The size of the angle depends on the number of screen lines and the pressure of the doctor blade.
The contact pressure between the doctor blade and the anilox roller is related to whether the doctor blade can wipe off excess ink, and directly affects the service life of the anilox roller and the doctor blade, and should be adjusted reasonably.
(4) The ink viscosity.
The ink viscosity directly affects the ink transfer characteristics and the stability of the ink transfer volume.
Under normal circumstances, as the ink temperature increases, the ink viscosity also decreases, especially when the temperature is lower than 15°C, the effect of temperature on the ink viscosity is more obvious.
Therefore, controlling the ink temperature and the printing environment at 20°C is more significant for maintaining the ink viscosity stability and ink transfer, especially in the rubber roller-anilox roller type inking system.
Flexo Printing Problems And Solutions
Flexographic printing guide
The flexographic printing operation’s basic process is:
- Pre-press preparation
- Material loading
- Web theading
- Web guiding adjustment
- Anilox roller installation
- Plate roller installation
- Adjust 3 rollers’ pressure
- Add ink
- Imprint
- Register
- Tension control
- Dry
- Die cut
- Slit
- Wind
Flexographic printing tips
In recent years, flexographic printing has been widely used in the packaging industry as an emerging printing method in China.
It has the advantages of:
- Fast printing speed
- High printing endurance
- Easy operation
- Inline post-processing
- Short production cycle
And the flexo printing’s eco-friendly feature has attracted more and more attention.
Flexographic printing has a wide range of material compatibility and high production efficiency.
It uses environmentally friendly inks and UV inks.
During the printing process, it can integrate offset printing, gravure printing, and screen printing units, and in-line production has become the focus of attention today.
The flexographic plate development in China is late, the development speed is slow, the application level is low, and there is a big gap compared with European and American countries.
However, in recent years, it has been widely used in packagings such as:
- Milk packs
- Self-adhesive trademarks
- Cigarette labels
- Wine labels
- Toothpaste tubes
- Cartons
Due to people’s understanding of flexo printing technology and objective conditions is limited, it is still not possible to print products comparable to offset printing.
For the different flexo printing machines’ maintenance, how to master the flexo printing process and adjust the pressure?
- 1. Flexo printing machine maintenance
The flexo printing machine’s power synchronization, ink supply balance, and plate roller balance have certain requirements in the printing process.
The flexo printing machine power is transmitted from the main motor to each unit’s gearbox, and each printing unit runs synchronously.
To make the printed product’s overprinting stable, the gearbox should be well maintained.
The gearbox is one of the entire printing press’s key components.
Pay attention to the oil volume and oil temperature when starting up (replace if the oil is turbid), and do not start the machine at high speed without lubrication to avoid damage.
When the circular plate registration is required, start the circular plate adjustment motor to make the planetary gear system produce positive and negative revolutions.
Thus the superimposition or superposition of the printing roller’s synchronous speed can be achieved, thereby completing the registration requirement in the circumferential direction.
The ink volume balance is completed by the anilox roller and the doctor blade together.
The anilox roller’s ink supply is accurate and reliable.
There is a kind of ceramic anilox roller, the base roller is coated with ceramics and is made by laser engraving.
Its precision, surface roughness, form and position tolerance, hardness, and corrosion resistance are all demanding high, and the price is expensive, and it is produced by professional factories.
When using this type of anilox roller, special attention should be paid to prevent bumps, keep it clean and prevent ink jam, and clean it immediately after printing.
The anilox roller accuracy is one of the important factors to ensure the printing quality.
Anilox roller is a precise ink transfer roller.
The amount of ink transferred is determined by the number of lines per inch (LPI).
The higher the number of lines, the more cells, and the less ink;
The smaller the number of screen lines, the fewer the cells and the larger the ink volume.
The anilox roller LPI in printing is reasonable, which is determined by the printed product’s color requirements.
Graphic, text printing should choose a high LPI and low ink volume;
For full point printing, choose low LPI and large ink volume.
The doctor blade is used to ensure a uniform ink supply to the printing plate.
The ink amount carried by anilox rollers varies greatly.
Fast rotation, more ink;
Slow rotation, less ink.
For this purpose, a doctor blade is installed on the flexo printing machine.
With the doctor blade, the ink amount transferred from the anilox roller to the printing plate is limited to the ink stored in the anilox roller cells.
In this way, no matter how fast the machine is running, it can ensure the printing plate ink balance.
Therefore, the doctor blade installation has high requirements.
The doctor blade should have a certain degree of elasticity, toughness, and strength.
The blade should be straight and free of burrs and wrinkles.
Generally, the steel blade is 0.15 mm or 0.2 mm.
The doctor blade installation has either a forward installation or a reverse installation.
Nowadays, the reverse doctor blade is mostly used, and it is combined into a chamber.
- 2. Pay attention to problems in using anilox rolls and doctor blade.
1. Long-term use of the anilox roller will cause wear on the bearings at both ends, resulting in incomplete printing inks.
At this time, the bearings at both ends should be replaced in time.
Before the problem is found in the printed matter, the operator can also check it.
It is normal to use a dial indicator to test the anilox roller’s circular runout;
Or put a hand on the doctor blade support until you feel it is stable.
If there is jitter, replace the bearing in time.
In order to ensure the printing accuracy and quality, the anilox roller, plate roller, and impression roller’s run-out value must not exceed 0.02 mm.
2. When the doctor blade is worn out, replace it in time.
Usually, pay attention to disassemble the blade support for cleaning, and clean the ink in the doctor blade and the pressure bar.
If the ink in the blade support has not been cleaned for a long time, after installing the doctor blade, the blade edge will form a curve and not straight.
The ink amount scraped from the anilox roller forms a circumferential ink mark, which is difficult to adjust during printing.
So, the doctor blade should be cleaned every time after printing.
And the doctor blade must be wiped with alcohol to evaporate the water on the doctor blade, so as to avoid rust on the doctor blade edge and affect uneven doctor blade during printing.
The doctor blade material is divided into stainless steel doctor blade and polyester plastic doctor blade.
The plastic doctor blade is generally used for full point printing, which is better.
Due to the flexo printing machine’s high-speed operation, the blade-edge wears quickly, which often causes the polyester plastic doctor blade scraps to fall into the ink or be sandwiched between the doctor blade and the anilox roller.
And then scraps pass to the printing plate, which affects the printing quality.
The steel doctor blade is generally installed reversely for scraping due to its low wear and tear resistance, with an angle of 30°-40°.
The doctor blade angle and pressure depend on the doctor blade spring (air cylinder) adjustment.
- 3. The flexo printing pressure
Flexo printing is a direct printing method with lighter pressure, called “kiss” printing.
Since the flexographic printing pressure is very small, the pressure size will significantly change the printing quality, so pressure control is very important.
Different models have different adjustment methods.
For example, the “Black Bull” brand flexo printing machine adjustment is basically the same as that of the AQUA FLEX flexo printing machine.
Since pressure is the most sensitive issue in flexographic printing machines (unlike gravure printing, printing quality is not affected by pressure), flexographic printing machine operators should pay attention to pressure adjustments during machine operation.
For general flexographic printing plates, when plate making is completed, the entire printing plate thickness error should be controlled within 0.015 mm-0.02 mm.
When the pressure is higher during printing, more ink will be transferred from the printing plate to the substrate.
Therefore, in order to ensure that the entire pattern can be evenly inked without causing hairiness, paste, etc., the printing pressure, that is, the compression of the printing plate, should be strictly limited to 0.1 mm (screen 0.02 mm).
If the pressure is too high, the text and image will be crushed, the dots will be deformed and connected to each other, which is prone to problems such as false or not printed on the pattern edge.
When the flexo plate is compressed by 0.01 mm, the printing force is doubled (1-3kg/cm2), and the screen plate dot increase value is serious, which will cause the whole plate’s dark tone part to become full point and the dot to appear hollow.
The dots are not smooth and clean.
Due to the changes in the dots’ level, there will be serious color casts, so that the entire screen looks unclear, and the subtle layers are not available, and the three-dimensional feeling is not strong;
Too many intermediate levels will make the picture darker, poor color reproduction, and lack of vividness, which will seriously affect product quality.
Edge effects appear on the full point, lines, and text, hard openings, and imprints look uneven, the ink color is not thick, and the text is pasted, so that it loses the strong color and clear text characteristics of letterpress printing.
The dot size determines the printed matter’s tone reproducibility.
According to the geometry principle, the dot increase is the edge part’s uniform expansion.
For different percentages of dots, the edge increase in each ratio is consistent.
Dots with the same area but different shapes, under certain pressure conditions, the larger the dot perimeter, the greater the dot expansion rate.
Therefore, the flexographic printing quality is closely related to the operating pressure.
The printing force should be adjusted to a state where the dots are not expanded or the expansion rate is the smallest, and the edge effects and hard edges are invisible or not obvious.
This is very important.
When adjusting the pressure, the pressure should be zero, and the pressure on both sides should be consistent (when making the plate, make a balanced line and test strips on both sides of the plate to ensure that the pressure on both sides is consistent).
In full point printing, it depends on the specific layout situation.
For example, when printing fine screen plates, the pressure should be relatively small;
When printing a full point version, the pressure is relatively greater.
In addition, the pressure adjustment also includes the contact pressure adjustment between the anilox roller surface and the printing plate surface.
When the pressure between the two is too large, the ink will be squeezed from the plate surface to the printed part periphery and piled on the words’ shoulders to form a paste.
At this time, even if the printing pressure is appropriate, the dot overlap phenomenon will inevitably appear on the printed product;
Conversely, if the pressure between the two is too small, it will affect the ink transfer.
Before each set plate cylinder’s use, be sure to use the “plate gauge” (feel gauge) to carefully adjust.
For ensuring the printing pressure, the pressure between the printing plate and the anilox roller should be the printing plate thickness + the double-sided tape thickness – 0.01 mm.
And the pressure between the printing plate and the substrate should be the printing plate thickness + double-sided tape thickness + substrate thickness – about 0.01 mm to determine the above two pressures.
When printing full point, avoid excessive printing pressure.
Generally, the ghost on the edge cannot be distinguished by the naked eye.
Without measuring the plate gauge (feel gauge), you can clamp the substrate paper between the printing plate and the impression cylinder, and then gently pulled.
In the case of pulling out after a little force, basically, the pressure is more appropriate.
Printing pressure is also related to printing speed.
The printing speed is fast, the contact time between the printing plate and the substrate is short, and the printing pressure should be appropriately increased;
On the contrary, the printing pressure should be reduced.
The anilox roller and the plate roller pressure is constant (0.02mm-0.03mm), the plate roller and the impression roller pressure is adjustable according to the substrate performance.
Flexo printing tolerances
Barcode symbols are read by a computer, which requires high printing quality.
The main influencing factors are:
- Printing methods (divided into contact printing and non-contact printing)
- Printing equipment (including inkjet printing, photolithography, thermal induction printing, etc.)
- Printing location (on-site printing and off-site printing), etc.
Many types of equipment can complete barcode on-site printing, and most of them adopt computer control, which is easy to operate and reliable.
These devices are used to print barcodes on the spot, and they all have certain anti-counterfeiting functions.
However, the anti-counterfeiting effect differs greatly among models, and different printing devices generally have different anti-counterfeiting effects.
The bar code printing quality requirements are specified in many national standards.
- (1) The printed bar code should be neat and clear, with no obvious defects in the bar, and no extra residual black spots in the blank.
It is usually stipulated that the maximum defects and stains diameter should be less than or equal to 0.4 times the nominal width of the narrowest line bar code;
Or the area occupied by defects and stains does not exceed 1/4 of a circle area, the circle diameter is 0.8 times the nominal width of the narrow strip.
- (2) Control the barcode symbols size error.
This is a guarantee for increasing the reading device’s first reading rate and reducing the decoding error rate (false reading rate).
Under normal conditions, the printing tolerance is 45% of the total error, and the reading device tolerance is 55% of the total error.
At the same time, the bar code basic size tolerance also varies with different magnifications.
- (3) Bar code symbols’ optical characteristics requirements.
In order to read reliably, after printing, there should be obvious contrast between the lines and spaces in the barcode, the space and blank reflectivity should be as large as possible, and the bar reflectivity should be as small as possible.
The larger the PCS value, the larger the bar code contrast signal and the better the readability.
- (4) Printing tolerances requirements.
Due to the defects of printing equipment, printing plates, printing inks, etc., there will be deviations in barcode printing.
This allowed deviation is called printing tolerance.
In printing, it must be strictly controlled to ensure that it is within the range that does not affect the reading effect.
- (5) Control the edge roughness.
Edge roughness refers to the barcode edge unevenness, which indicates the difference in the element’s longitudinal dimension.
The edge roughness requirement is that, on all possible scanning tracks, the element width can meet the printing tolerance’s size requirements.
- (6) Ensure the ink layer thickness and colorfastness.
In the barcode, the thickness of the bars and spaces’ ink layer should be controlled within a certain range (< 0.1mm), otherwise the barcode reading accuracy will be affected because the bars and spaces are on different scanning planes.
In order to ensure that the thickness is small enough, the ink with good uniformity and diffusibility should be selected, and attention should be paid to the printing ink and printing substrate’s matching performance.
Flexo printing defects
Common defects in flexo printing include stripes and white dots.
- 1. Bars
The bars are also called ink stripes.
There are many reasons for bars formation, but their manifestation is that there are deep and light stripes in the printed matter’s horizontal direction.
This kind of situation will appear in the screen layout, and the full point layout will also appear.
The stripes width is different, the number of stripes is different, and the depth is different.
Some stripes have regularity, each time the plate roll rotates one round, stripes with the same number, width, and depth appear at a fixed position;
Some are irregular, appearing randomly in different positions on the layout.
Cause
- 1. Too much pressure
When there are stripes that affect the printing quality, first check whether the plate roller pressure and anilox roller pressure of the printing unit are too large.
Many operators often choose to increase the printing pressure in order to prevent the pattern from appearing when the printing machine speeds up to improve operational safety.
In fact, flexo printing requires as little printing pressure as possible.
Therefore, proper printing pressure can not only significantly reduce the stripes but also improve the flexographic prints quality.
- 2. The double-sided adhesive tape is too hard
The double-sided tape is too hard.
It is necessary to replace the double-sided tape with 1 or 2 lower densities and re-mount the plate.
For the specific model, please refer to the hardness and color comparison table of various suppliers.
Follow-up attention needs to be paid to determine the double-sided adhesive type used in each printing unit according to the printing layout before mounting.
The easiest way is to check the black and white separation original.
- 3. The doctor blade pressure is too large
Excessive blade pressure will not only cause the blade to curl, cause the anilox roller’s abnormal wear and shorten the blade life;
In addition, excessive doctor blade pressure will be transmitted to the anilox roller and the plate roller, resulting in the plate roller’s abnormal beating, and finally leads to stripes.
The solution is to adjust the doctor blade pressure to the proper value.
The doctor blade is normally controlled at 2-2.5kg, and the maximum should not exceed 3kg.
- 4. The printing plate roller deformation
Long-term use of the printing plate roller, as well as improper use or storage, will cause the printing plate roller to be deformed in the circumferential direction and will form a fixed beating during printing, resulting in stripes.
The solution is to replace the plate roller in time.
It should be noted that subsequent accounts must be established for all printing plate rollers to record their purchase time, daily inspection problems, problems found during printing, etc.
The plate rollers with poor pi and flatness should be marked, and they have been generally used in small graphic printing unit when placing the plate.
- 5. Unreasonable plate layout design, too large gaps between patterns
When there is no press bar on the printing plate, this situation generally occurs when the substrate is very expensive, such as toothpaste sheets, or edge-wire products that are not easy to cut;
Or because of the relatively short layout, the pressure bar does not cover the entire plate roller for one week in order to save the printing plate and double-sided tape;
Or the pressure bar is broken due to the color marking (such as dots or crosshairs).
All these will cause the plate roller’s regular beating during high-speed printing, resulting in stripes.
The solution is to add other scrapped full point plates in the pattern gap’s press bar part so that the press bar can cover the entire plate roller’s circumference, and the joints should be as short as possible.
Because the gap of 1mm will cause obvious stripes.
In the similar products’ subsequent layout, it is necessary to consider as much as possible misplacement and imposition, so that the patterns are connected as much as possible in the circumferential direction.
Or the press bar width on the printing plate is thickened to increase support.
- White dot
White dots refer to irregular dot-like white spots that appear in the printed matter pattern.
They may be large or small and sometimes appear regularly or irregularly.
The main reason is that the ink cannot be completely covered, and the full point pattern appears as a white spot or the base color of the printing material.
If it is on the screen pattern, it may appear as dark dirty spots.
Encountered this phenomenon in the production process, first of all, need to carefully observe and analyze the reasons for this phenomenon in order to solve the problem.
Cause
- 1. There is dust on the printing plate surface
The production workshop has to go through several operating steps from printing plate storage, delivery, plate mounting, plate loading to printing.
In the process, it is inevitable that dust or debris will stick to the printing plate surface.
If it is not cleaned in time, it will cause white spots on the printed matter.
This situation will appear regularly on the printed matter, and the white dots will appear in the same position.
It is recommended to use compressed air to remove dust from the plate or use a non-woven cloth soaked in solvent to clean the plate and keep the workshop clean and tidy.
- 2. The double-sided tape is too soft and does not match
After printing and drawing, it was found that the full point part was densely packed with white spots and irregularities.
At this time, you need to check the double-sided tape used in the color plate.
Some full point layouts are on the same plate as the screen.
When mounting the plate, considering the printing effect of the screen, choose a soft double-sided tape, ignoring the full point part, leading to the pattern’s insufficient density in the full point part, and the ink cannot be evenly dispersed.
And white spots appear.
Solution
Adjust it to a double-sided tape with appropriate hardness.
Subsequent needs to mark the model of each color double-sided tape in the technical sheet to avoid recurring similar situations during re-production.
- 3. There are crystal spots on the film surface
During the printing process, it was found that irregularly full point white dots appeared on the printed matter, and dark dots appeared on the screen line.
Place the printed sample horizontally on the glass tabletop, with a slight but obvious protrusion when touched by hand.
In this case, it is possible to determine the substrate’s raw material, such as crystal spots or rigid materials on the film.
Solution
Replace different batches of film.
- 4. The printing plate is defective
During the printing test process, it was found that a certain pattern had white dots in a regular and repeated fixed position on each circumference.
After stopping the machine to check whether there is rubbish on the printing surface, carefully check whether the printing plate has pits.
Because the printing plate is mixed with foreign matter during the plate making process, it will form pits on the plate surface;
Or the plate itself has defects, the same will happen.
The main reason is that the new plate needs to strengthen the acceptance of this aspect, and this content is included in the acceptance project.
In this case, only the new version can be replaced;
This may also happen to the old printing plate, that is, the printing plate is damaged.
Solution
If the skin is not damaged, you can first bake the plate, use the hairdryer’s hot air to heat the recessed part for 5-10 minutes, and restore it through the thermal expansion and contraction principle.
- 5. White spots caused by static electricity
Film-type adhesive materials will generate static electricity during the printing process, which will push away the ink and cause white spots.
The most obvious phenomenon is that there will be strong static electricity on the printing material surface during the printing process, and front-line printing operators are often electrocuted.
Solution
When encountering such problems, it is necessary to install a static elimination device on the printing machine, such as a static elimination copper wire or an ion wind static elimination device.
For printing companies that do not have conditions, a humidifier can be placed next to the machine to increase the local environmental humidity, which can also achieve a good effect of removing static electricity.
Flexo printing dots
Dot is the basic unit of ink adhesion, which plays the role of transferring tone and organizing color.
Dot expansion refers to the dot gain on the printing material relative to the dot gain on the color separation film.
There are two types of dot gain: mechanical and optical.
The dot gain formation is divided into different types according to different classification methods, mainly as follows.
1. Printing dots change
(1) Normal gain.
This kind of printing dot gain is allowed, the dot center position has a high density and the edge position has a low density.
(2) Ghosting.
This kind of printing dot gain is not allowed.
When printing, if dot ghosting occurs, it will seriously affect the dots’ color rendering effect.
(3) Irregular dot gain.
When there is irregular dot gain, the printed dots expand to the surrounding area.
At this time, it is easy to appear paste and dirty on plates, which will affect printed products’ quality.
The dot gain does not exceed 15%, 12%, and 10%.
2. Dot gain status
(1) Linear expansion
Originally, printing dots are square, round, prismatic, and chain-shaped.
Linear expansion means that the dots expand linearly in a certain direction.
(2) The printed dots expand to the surrounding
The dot area expansion is generally proportional to the dot edge length.
In other words, the dot area is large, and the dot edge length of will increase accordingly.
The increase in density is directly proportional to the area of the printed dot, the density increases, and the ink color is larger;
The larger the ink color, the larger the dot area.
There are two types of dot gain: mechanical and optical.
1. Mechanical dot gain
The ink attached to the dots of the printing plate is deformed and expanded by the pressing of the printing pressure.
2. Optical dot gain
Caused by light reflection.
When the light reaches the surface of the dots, surface reflection occurs, and the ink penetrates to the edges of the dots in the paper to form a diffuse vignetting.
This reflection vignetting forms a color tone, and its effect is the same as the mechanical dot gain during printing.
The expansion of these two kinds of dots damages the printed matter to varying degrees and disrupts the balance of the picture.
Please watch the following video to understand more about our company.
We Jota could also supply the following related machines, if you are also interested in any type, please feel free to send us an inquiry:
- Hot Melt Thermoplastic CFRP CFRTP Prepreg Manufacturing Machine
- Fully Automatic Toilet Paper Maker
- Automatic Facial Tissue Making Machine
- Fully Automatic Thermal Paper Roll Slitting Packing Machine
- Plastic Film, Fabric, Aluminum Foil Slitting Rewinding Machine
- Paper Sheeter
- Paper Tube Making Machine
- CFRP CFRTP FRP Prepreg Slitter
- Paper Drinking Straws Machine
- Label Die Cutting Machine
- Cardboard Tube Cutting Machine
